 Connect with Google
Connect with Google Connect with Facebook
Connect with Facebook
SLS method & FDM process for 3D printing with Plastic
Posted By Phil Lambert on May 13, 2014 | 0 comments
Hi Everyone, I’m Phil. This week, we’re starting a new series of posts on material considerations for 3D printing with plastic. When designing parts you intend to 3D print, being aware of the material (or system) you plan on building your part with is critical to successful fabrication. There are fundamental differences in the way that each system builds 3D parts, which means not only are there different design and fabrication limitations, but the material properties are significantly different as well. In this series of 3 posts, I’ve been using the the work accomplished by M. Sc. Matthias Fischer and M. Sc. Stefan Josupeit from the Direct Manufacturing Research Center to illustrate some key take-away designing guidelines.
This is the first of three posts that should help you navigate some of the material considerations for Additive Manufacturing (AM) and 3D printing, or more specifically, for Fused Deposition Modeling (FDM) and Selective Laser Sintering (SLS) of polymers. In Part 1, these two manufacturing processes are explained and two representative printers are introduced. Part 2 looks critically at tensile properties of test specimens printed with these systems. Part 3 compares the tensile properties of AM fabricated specimens to injection molded specimens. The series is concluded with some considerations for the AM design process for 3D Printing with plastic.
In this particular series, I’ve been summarizing the work accomplished by M. Sc. Matthias Fischer and M. Sc. Stefan Josupeit from the Direct Manufacturing Research Center. Their goal was to compare the Stratasys Fortus 400mc FDM system (loaded with a high performance polymer called Ultem 9085) and the EOSINT P395 (loaded with polyamide PA12 (part of the PA 2000 series) which is a type of nylon.)
Fused Deposition Modeling
FDM, arguably the most democratized addititive manufacturing method, is the technique used by popular desktop 3D printers like MakerBot and Ultimaker to fabricate parts. A diagram of the build process is shown below.
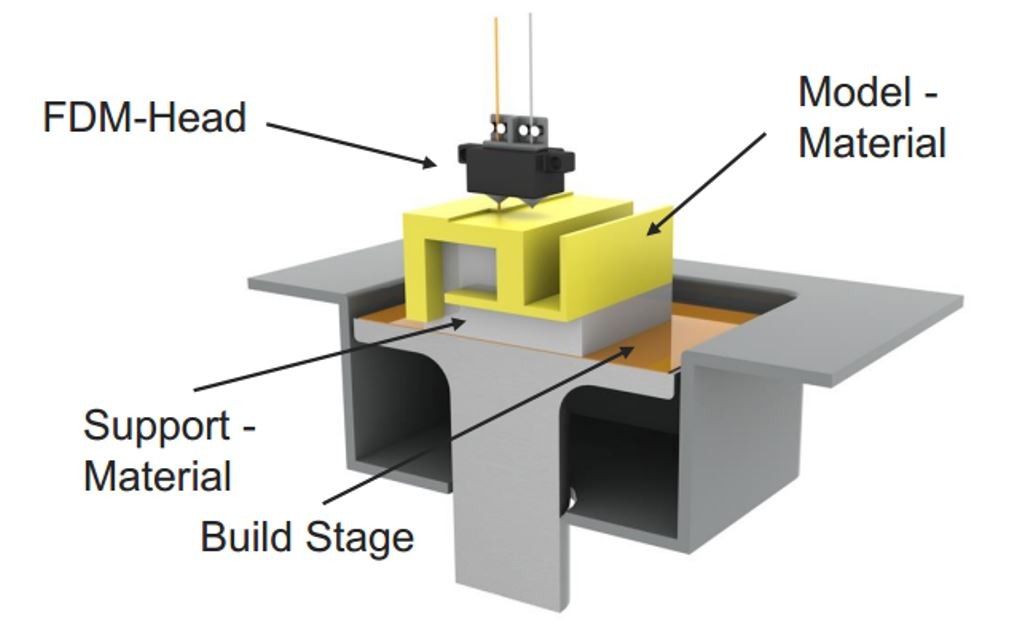
FDM works by extruding a thermoplastic polymer through a heated nozzle and depositing it on a build stage. The deposition tool (FDM-Head) draws cross-sectional slices of a 3D model with the thermoplastic “model material” one layer at a time, stacking layers until a 3D part is formed (shown as yellow in the diagram). Support material can also deposited to allow the fabrication of overhanging structures. Support material can either removable scaffolding (in single nozzle systems) or a secondary soluble material (shown as gray in the diagram).
For instance, the Fortus machine has the ability to process a high performance polymer called Ultem 9085, which is renowned for its high strength-to-weight ratio. According to published data, Ultem 9085 boasts a tensile strength of 71.6 MPa.

But of course, it is possible to simulate these conditions with different 3D printers like Makerbot or Ultimaker to obtain results with more affordable day-to-day 3D printers. There are several research centers out there, that can help you qualify materials and processes for different particular uses.
Selective Laser Sintering
SLS is different additive manufacturing method that uses a powder bed fusion process to build 3D parts. Below is a diagram of the process.
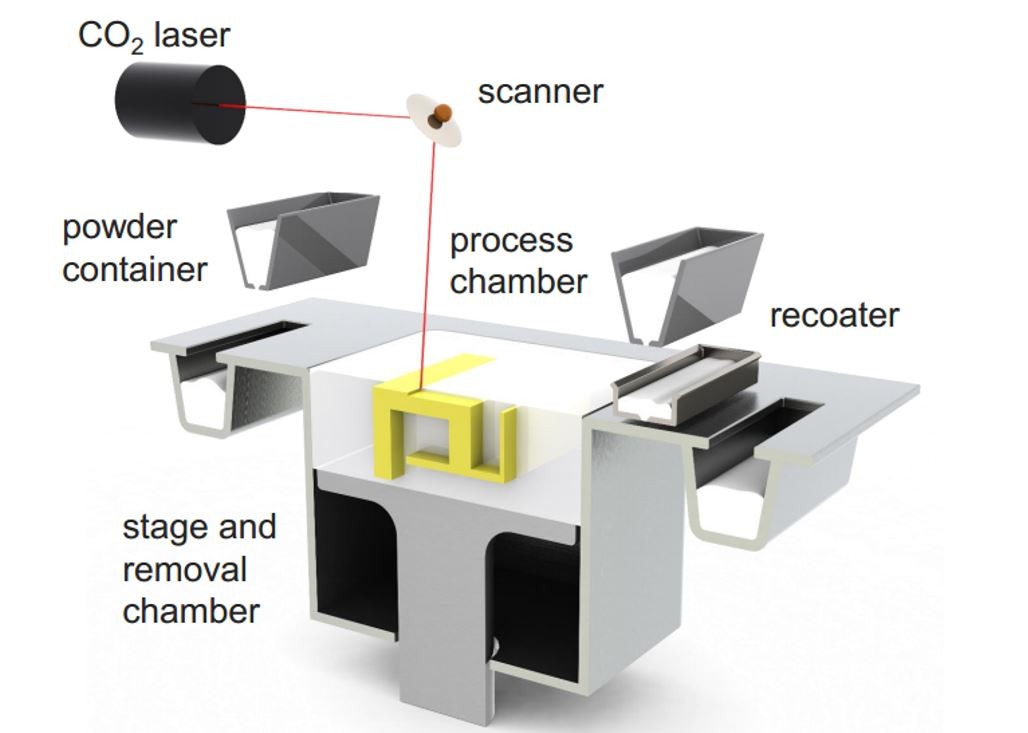
Powdered polymer build material, typically nylon, is transferred from containers holding fresh powder onto the build stage in the process chamber with a recoating tool. A laser then selectively scans the thin layer of powder, sintering together powder particles in the shape of the cross-section of the first layer of the 3D part. The build platform then descends one layer depth and the recoater transfers more fresh powder from the hopper to the surface of the first layer. Just like the first layer, the second cross-section of the 3D model is scanned and sintered. The laser scanning process simultaneously generates the current layer and adjoins it to the previous layer, making a solid part. There is no necessity to generate support material in polymer powder bed processes as the packing of the un-sintered powder supports the structure as its being built. This also means that separate parts can be stacked on one another in the build chamber, which can increase system throughput. The particular SLS system of focus for this post is the EOSINT P395.
The EOS system can manufacture many different types of polyamide, including one polymer called PA12 (part of the PA 2000 series) which is a type of nylon. The EOS website lists PA12 series materials with tensile strengths that range from 48 to 54 MPa. This is what we use at Sculpteo for our plastic material.
What does it mean for your designs? Some material considerations!
And this is where things are getting serious. Based on the data presented for the properties of Ultem and PA12, it’s reasonable to assume that Ultem 9085 at 71.6 MPa is the better performing polymer for tensile loading applications. However, this is not necessarily the case. The next post titled “Part 2” considers some data from the Direct Manufacturing Research Center and explains how the difference between the FDM and SLS build processes impact tensile strength properties and influence the design process for AM. Check it out!
******************************

Phil is a 3D Printing (3DP) and Design for Additive Manufacturing (DfAM) expert with a background in mechanical engineering. Hailing from the DREAMS Lab at Virginia Tech, Phil has over three years of additive manufacturing experience in designing and building 3D printers as well as using them to make what he considers to be some really, really cool stuff. He plans to bring a mechanical engineer’s perspective to the Sculpteo blog by providing insight into the unique constraints and abilities of 3D Printing with an eye towards mechanical, material, and process considerations.
*****************************
Check out Stratasys FDM thermoplastics here.
Visit the EOS materials database to learn about other SLS powders.
Research Credit: Matthias Fischer and Stefan Josupeit from DMRC (Direct Manufacturing Research Center)
“Material Properties of Additive Manufactured Polymer Parts”, Inside 3D Printing Conference and Expo, Berlin, March 11, 2014”