 Connect with Google
Connect with Google Connect with Facebook
Connect with Facebook
SLS vs Polyjet Comparison
Posted By Antu Nehuen on Jan 6, 2016 | 0 comments
It’s been a just few weeks since we brought you a short comparison between two of the most used 3D printing technologies, Selective Laser Sintering or SLS and Stereolithography or SLA. This time we are going to address some doubts regarding Polyjet 3D printing and how it compares to SLS just as we did earlier. Here is our SLS vs Polyjet comparison!
As you may remember from our last comparison, SLA printers are -by design- incapable to print with more than one material at a time, forcing the user to build any support structure needed using the same material used for the printed object, which more often than not leads to unwanted scars on the object’s surface. Even when support structures are not required, sometimes the job just needs more than one material in order to display multiple colors or mechanical properties and that by itself would leaves SLA printers out of the game. Aiming to overcome these limitations while maintaining the superb quality offered by SLA, Objet Geometries Ltd ( today merged with Stratasys) developed Polyjet 3D printing technology in 2007. In some aspects it can be though as the union of two well developed and matured technologies back then and today: SLA 3D Printing and regular inkjet “2D” printing.
Resin Polyjet 3D Printing
Credit: Stratasys
Just as an analogy, imagine you just printed some shape on the regular inkjet printer that you have at home. Millions of microscopic ink droplets were jetted into the paper’s surface forming that shape that you wanted to print. Because of the paper’s porosity most of the ink is absorbed.
If you did this again on a watertight platform the ink layer would have a certain thickness above the surface, and once it dries up you could repeat the process stacking another layer of ink and doubling the total thickness. Change”thickness” for “height” and there you go, you are now 3D printing!
Since drying up ink takes some time, Objet’s engineers hold on this idea but using fast curing photopolymers instead of ink and added a few powerful UV LEDs right by the polymer injectors in order to quickly solidify the jetted polymer. Additionally they motorized the injectors head to move horizontally (2D) and the printing platform vertically (1D) to finally be able to place a droplet anywhere on a certain 3D space.
Selective Laser Sintering (SLS)
Sintering is the process of compacting and forming a solid mass of material by heat and/or pressure without melting it to the point of liquefaction. The raw material on a SLS 3D printer comes as a thin powder of either plastic (typically Nylon) or a plastic based mix with aluminium, glass, carbon fibers or other materials. A thin layer if this powder is placed on the printing bed, inside a hot chamber with the temperature just below the plastic’s sintering point. This means that the plastic particles just need a small increase in temperature to stick to their nearest neighbours forming a solid thin sheet of plastic. This temperature kick up is generated by the infrared laser that rapidly scans over all the 2D section of the object being printed before a new layer of plastic powder is applied and the process starts again, each layer sticking with the one underneath. After all the layers have been completed, the object is uncovered from the unsintered powder bulk and cleaned.

Resolution
Just as we said on our last comparison (link at the end of this article!) we can only discuss typical resolution values for these two technologies, as each individual printer will have its own specifications.
Layer thickness on SLS 3D printers is usually on the 50-150µm range, with the horizontal resolution depending strongly on the design itself, but usually on the 200-300µm range. As an example, if you print a vertical through-hole the minimum diameter resoluble will depend on its height.
On Polyjet 3D printers each layer can be as thin as 15µm although it’s usually around 30µm, for increased speed. As it happens with SLS printers, horizontal resolution is lower being on the 100-200µm range.
Bear in mind that these values mean that a printer can actually create a feature of that size, with a shape given by the nature of the process being used. If you wanted to reproduce a 15x50x50µm perfectly rectangular box, you would need a resolution way above that of the printer to resolve the sharp angles. For a Polyjet printer, the “building bricks” are droplets, not rectangular boxes, and that is the reason why you cannot print accurately at a micron scale.
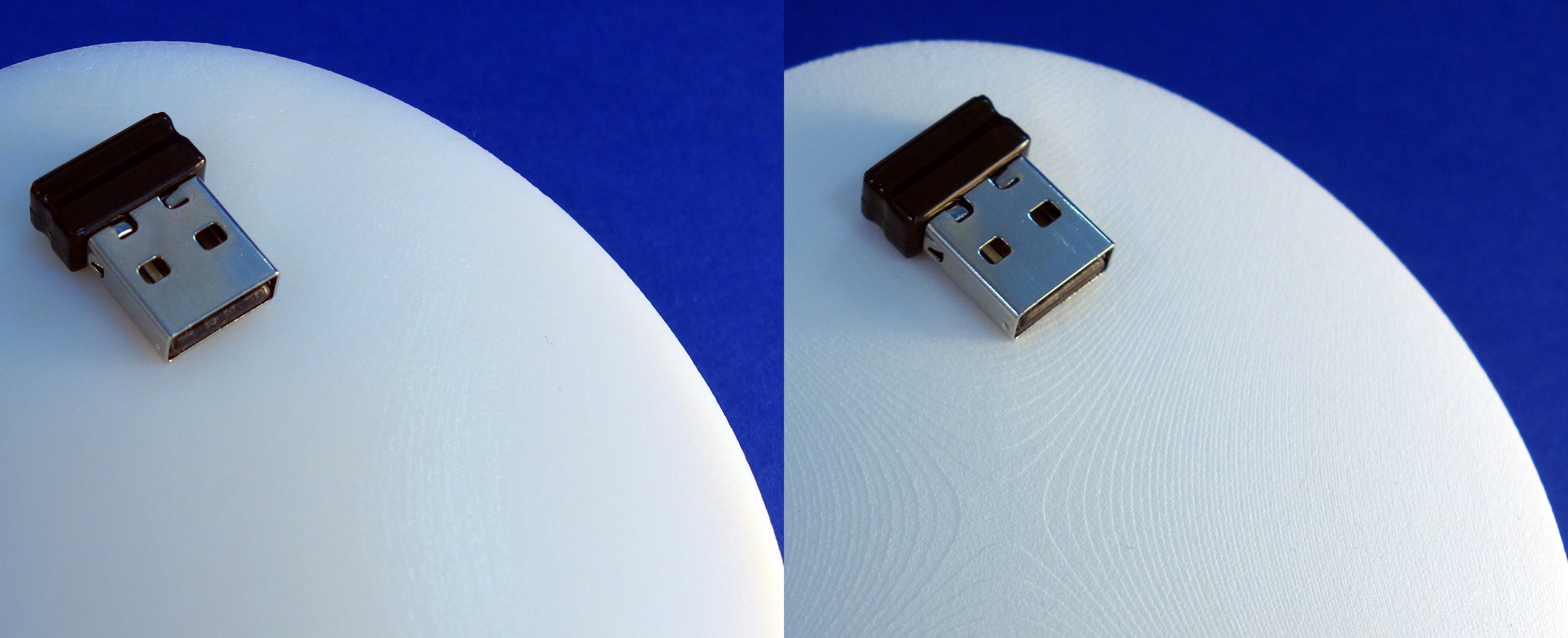
Polyjet white resin print on the left with its barely visible layers, SLS Nylon 12 print on the right.
Mechanical properties
Both SLS and Polyjet 3D printers can use a wide range of materials, traditionally polyamide based compounds for SLS and resins for Polyjet, thus we are limited to a general description of the mechanical properties currently available.
The polyamide (PA) used by SLS printers is most commonly known as Nylon. This material has earned its reputation for being an extremely versatile material and simply put, a good all-rounder. It’s really strong and just flexible enough not to snap under too much load, it’s inexpensive and food compatible. By adding materials like metal, carbon fiber, glass or special chemicals along with the PA powder the manufacturer can modify mechanical properties as well as other properties such as color, reflectiveness, flame resistance, etc.
Polyjet resins come in several colors, rigid and rubber-like, opaque and transparent. Whereas the most basic printers can use only one resin at a time, creating single-material objects, the more modern and advanced (and expensive) printers can dynamically mix 2 or 3 resins during the printing process, effectively “creating” the printing material for each individual polymer jet. This allows the user to have different colors, flexibilities or even transparent materials all in the same object without the need of a multiple part assembly and gives this technology and advantage against other 3D printing technologies. If support material was needed for an intricate shape, one of the resins can be a gel-like resin that can be easily removable with water after the print is finished.
Surface
Despite being able to use several materials with a SLS printer, the object will be single material. Regardless the material chosen, the surface of an object created by sintering powder is always slightly rough, similar to a sanded surface. This is because the powder’s particles are not completely melt but just sintered and some of the microscopic granularity of the powder remains on the object’s surface. This is not something you can easily see with the naked eye, but it can be felt with the nail.

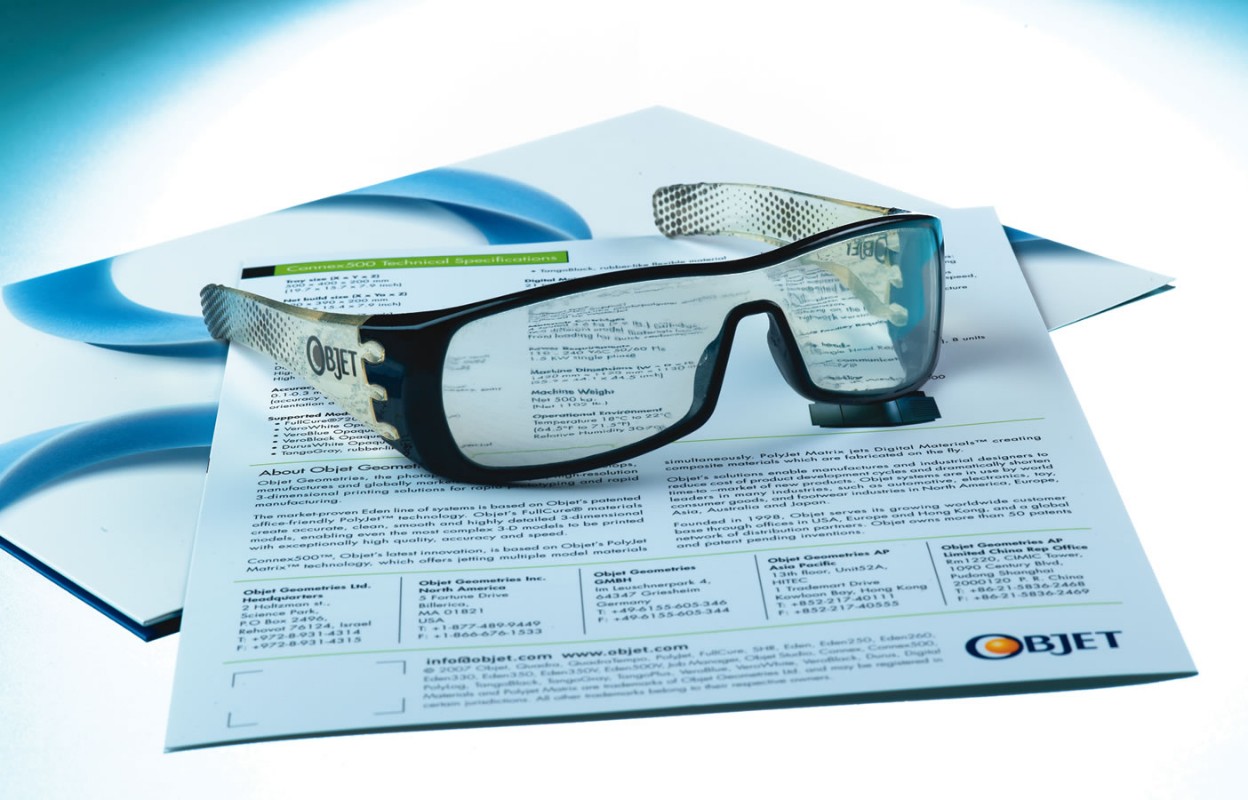
On polyjet printers, each individual droplet has a tiny fraction of time after is jetted to spread itself, naturally smoothing as any liquid substance would do after hitting a solid surface, before it solidifies under UV light exposure. This microscopic behavior along with the high resolution offered by Polyjet printers produce a smooth surface on a macro scale that looks good and feels good when touched. For the entry-level printers on this category only one color is possible whereas hundreds of colors are possible for the top-of-the-range models, as well as shiny translucent options and even clear transparent as you could see on the first image of this post.
Support
Both technologies are perfectly capable of 3D print complex objects with overhangs, articulated parts or thin vertical sections. SLS printers do not require the addition of support since the printed object is “buried” on the material powder, which acts as an immersive resting place. On the contrary, Polyjet printers follow a more traditional approach by using an additional material as support material. After the printing process in completed, this excess material can be manually removed or dissolved.
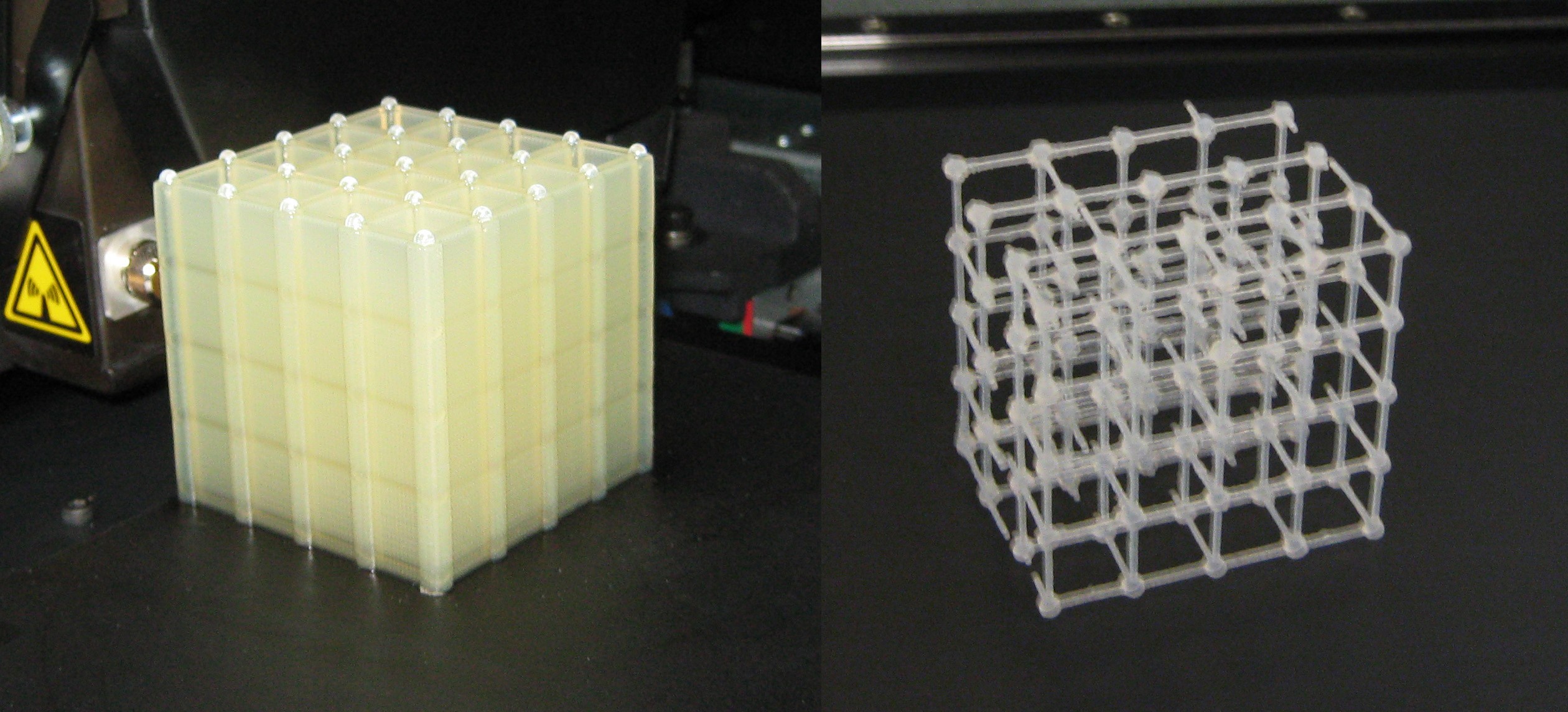
Before and After support material is removed. Credit: Robarts Imaging
Post processing
Just as we said for SLA back in our previous post, most common post-process alternatives such as sanding, painting or dyeing are suitable for both SLS and Polyjet prints. The only remark would be that Polyjet prints are already really smooth so sanding may not be super useful, unless extreme smoothness was required.
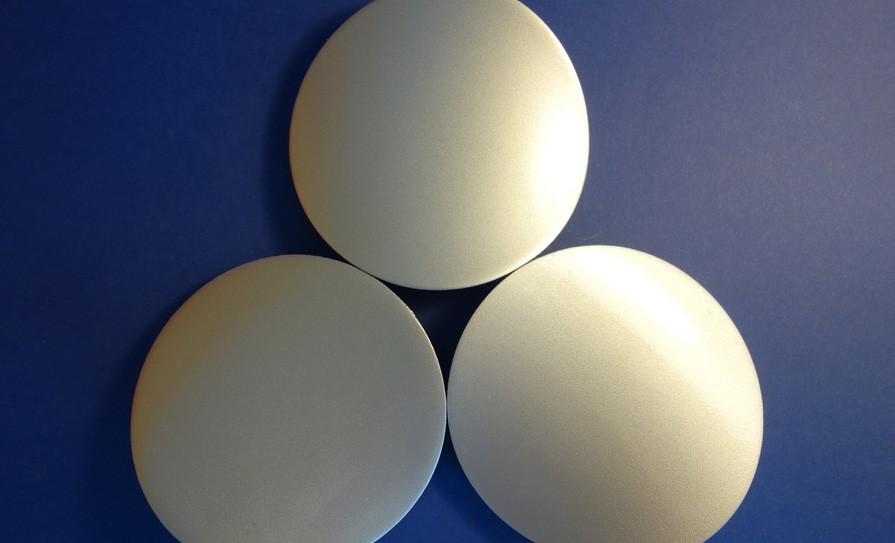
SLS and Polyjet post processed parts to achieve a final product look. More here.
As you may remember from our last comparison, SLA printers are -by design- incapable to print with more than one material at a time, forcing the user to build any support structure needed using the same material used for the printed object, which more often than not leads to unwanted scars on the object’s surface. Even when support structures are not required, sometimes the job just needs more than one material in order to display multiple colors or mechanical properties and that by itself would leaves SLA printers out of the game. Aiming to overcome these limitations while maintaining the superb quality offered by SLA, Objet Geometries Ltd ( today merged with Stratasys) developed Polyjet 3D printing technology in 2007. In some aspects it can be though as the union of two well developed and matured technologies back then and today: SLA 3D Printing and regular inkjet “2D” printing.
Food/Bio compatibility
Not every material on each printer’s list is suitable to be in direct contact with food or biologic systems but both have at least one material that complies with all the requirements to be considered safe. For Polyjet printers, materials like MED610 photopolymer would be an option and for SLS printers, polyamide 12 (Nylon) is also biocompatible (ISO 10993). It can be considered an advantage the fact that Nylon is the most common and simplest material available for SLS and not a specially developed product.
Costs
These two technologies share a couple of things in this department. Both are aimed to deliver the highest quality and overall performance for professional or industrial use and therefore they are priced accordingly. Most printers encompassed by this article are likely to be too expensive and/or impractical for an individual, with price tags starting on tens of thousands all the way to several hundred thousands dollars. Even for medium-size companies it will be a significant investment that may only pay off after printing thousands of objects.
Printing material prices for these printers can vary depending on the volume each company may need but a quick search online reveals that Polyjet resins are about 4 times more expensive by weight as well as 25% more dense i.e.; you will need more material to print a given 3D file. (EOS PA2200 and Polyjet resins, take this only as an estimate). On top of that support material can account for as much material as the object itself, further increasing the printing costs.
You will also need to consider that SLS printers, not requiring support material at all, can use all the printing volume, fitting hundreds of parts simultaneously in a Tetris-like fashion. This means that they can output large production quantities at once, reducing the cost per part, which is almost impossible for any 3D printer that needs to fill up all the space between contiguous parts with support material.
Conclusions
It is rare these days to find one technology vastly superior to another one for every single case, task or project. This will not be one of those rare cases and most definitely both SLS and Polyjet will excel in specific cases. When transparent or translucent parts are required, Polyjet is clearly the way to go (no pun intended!). The same applies if you need to achieve a smooth surface or display tiny details on your print. On the other hand, if your design would use a lot of support material to cope with its intricacy, you need a seriously strong part, or you just want to save some money, then you may want to consider a SLS plastic print.
Don’t forget to check out our previous post SLS vs SLA to know more about Stereolithography 3D Printing!