| Espesor mínimo de pared | 0.5 mm |
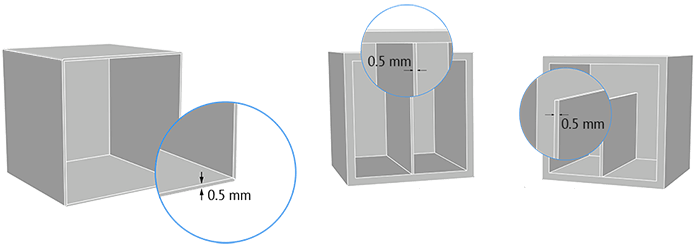
El espesor recomendado para ciertos elementos estructurales variará en función de su propia naturaleza. Por ejemplo, una pared vertical de 5 cm de altura resultará algo flexible si se imprime con un grosor de 0,5 mm, pero rígida si se imprime con un grosor de 1,0 mm.
Las paredes de su objeto deben ser lo suficientemente gruesas como para soportar su propio peso sin romperse. Le recomendamos que diseñe su modelo con los estándares mínimos de diseño de materiales que encontrará en “Consejos y trucos”. Esta resolución es válida para paredes bajas del orden de 2 mm que sobresalen perpendicularmente respecto a la dirección de impresión (planos XZ e YZ), así como en el plano XY. Como en el caso de cualquier elemento fino o pequeño, cualquier elemento con una alta relación de aspecto (largo y fino) será frágil y necesitará el soporte de otros elementos de diseño (nervios o filetes) o estructuras de soporte extraíbles. Cuando diseñe elementos finos/pequeños, mantenga la relación de aspecto 1:4 para minimizar la distorsión. Para el límite superior, intente diseñar sus paredes no más gruesas de 1 cm ya que de lo contrario se podrían formar burbujas.
Además, las piezas altas y grandes tienen tendencia a combarse y requieren un soporte para mantener la rigidez durante todo el proceso de impresión. Estas deformaciones pueden deberse al calor, las tensiones generadas por el vacío y las paredes finas. Para las piezas más grandes, 0,5 mm puede no ser suficiente para evitar que la pieza se combe, aunque dependerá de las secciones transversales.
Consejos
Haga las paredes más gruesas de 1 mm: las paredes con un grosor inferior a 1 mm son difíciles de imprimir y es mejor evitarlas. Es posible agregar una estructura de soporte para mantener la estabilidad. Por ejemplo, si está modelando el busto de una persona, puede unir elementos finos de diseño, como las orejas, en diferentes posiciones de la cabeza del modelo. Hacer eso evitará elementos salientes y fácilmente rompibles en la impresión final.
Consejos
Haga que el grosor de las paredes y los bloques sólidos de resina sea inferior a 10 mm: como las piezas con un grosor superior a 10 mm pueden sufrir distorsiones relacionadas con el calor, así como la formación de burbujas, intente evitar la impresión de modelos en forma de bloques. No obstante, si vacía el relleno del interior y agrega celosías 3D a modo de soporte, puede convertir sus diseños macizos en diseños más adecuados para la impresión CLIP (DLS).
Consejos
Mantenga las secciones transversales por debajo de 50 mm: podemos diseñar modelos pequeños de incluso un 1 cm3, ya que las piezas pequeñas son muy ligeras y, por lo tanto, resistentes a la deformación por gravedad. Podemos imprimir piezas superiores a los 50 mm en el eje z, pero tratamos de evitar diseños con secciones transversales superiores a los 50 mm porque pueden distorsionarse durante la impresión.
 Conéctate con Google
Conéctate con Google Conéctate con Facebook
Conéctate con Facebook