| Espesor mínimo de la pared (flexible) | 0.8 mm 
|
| Espesor máximo de la pared* | 9mm
|
| Espesor mínimo de la pared (rígido) | 2 mm
|
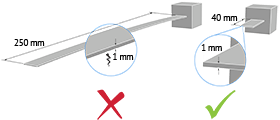
| Espesor de pared mínimo de elementos contenidos | 0.8 mm con soporte
1 mm sin soporte 
|
| Espesor mínimo de las paredes para aspectos particulares del diseño | 1-2 mm |
*No recomendamos espesores de pared importantes, ya que paredes más gruesas pueden generar problemas de fabricación, como deformaciones o defectos en el acabado superficial. Ahuecar sus piezas debería solucionar este problema. No dude en contactarnos si necesita ayuda para proceder con el ahuecado de su pieza.
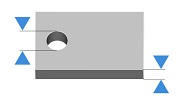
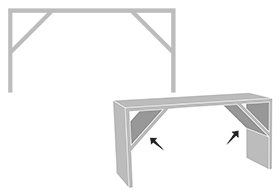
Las paredes de su diseño deben adherirse a un grosor mínimo de 0.8 mm para garantizar que la estructura no se rompa. Si las paredes de su modelo tienen menos de 0.8 mm, puede agregar una estructura de soporte para mantener la estabilidad.
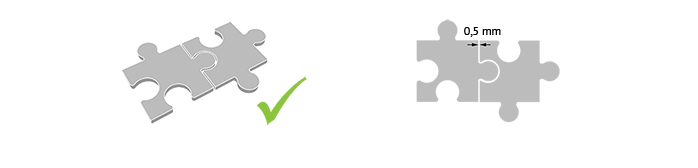
Un elemento contenido es un aspecto de diseño que es al menos el doble de largo que de ancho. Para los elementos o elementos integrados de diseño no soportados y con una limitación de diseño particular, también es importante respetar un espesor mínimo de 1 mm para garantizar que el objeto no se rompa.
Consejos
Añada una estructura de soporte para mantener la estabilidad. Por ejemplo, si está modelando un busto de una persona, puede añadir aspectos finos de diseño como las orejas en más lugares alrededor de la cabeza del modelo. Hacer esto evitará elementos en voladizo y fácilmente rompibles en la impresión final.
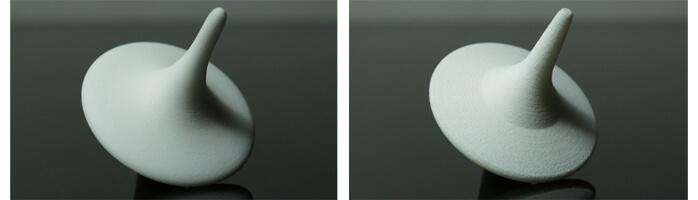
Con un espesor de pared de 0.8, su diseño será ligeramente flexible. Para obtener más rigidez, le aconsejamos elegir un espesor de pared de 2 mm.
Bueno saberlo
Las paredes delgadas que soportan modelos de plástico grandes y pesados pueden deformarse bajo el peso de las mismas.
Sculpteo ofrece una herramienta de comprobación de solidez en línea que destaca partes de la impresión que pueden ser demasiado finas para una impresión. A partir de ahí usted es capaz de ajustar su diseño con el fin de crear un objeto que es un espesor adecuado. Para utilizarlo, sólo tiene que cargar su archivo 3D , seleccione su material y haga clic en la pestaña “Verificación”.
También es importante tener en cuenta que el objeto debe ser impreso en la vida real. Por lo tanto, si un aspecto delgado está soportando algo que es demasiado pesado para él, puede romperse, aunque es posible dentro de la física proporcionada por su software de modelado 3D. Recomendamos agregar un poco de grosor a los lugares que obtendrán un montón de manipulación, o que soporten más peso.
No olvide

Recuerde que nuestra herramienta de control de solidez no detecta aberraciones físicas como partes flotantes, posiciones inestables, partes que soporten demasiado peso en relación a su espesor, etc… Debe tenerse especial cuidado con la geometría de nuestro diseño y dar más espesor a las partes con más tensión.
 Conéctate con Google
Conéctate con Google Conéctate con Facebook
Conéctate con Facebook