 Conéctate con Google
Conéctate con Google Conéctate con Facebook
Conéctate con Facebook

| Tamaño máximo | 300 mm x 300 mm x 590 mm (11,81 in x 11,81 in x 23.22 in) |

El tamaño máximo de nuestros modelos está limitado por el tamaño físico de nuestras impresoras 3D – no puede imprimirse nada más ancho que la base de impresión o que una de nuestras máquinas de pulido mecánicas.
Su objeto debe también respetar las dimensiones mínimas de las impresiones 3D en Nylon PA12 glass-filled (explicadas a continuación).
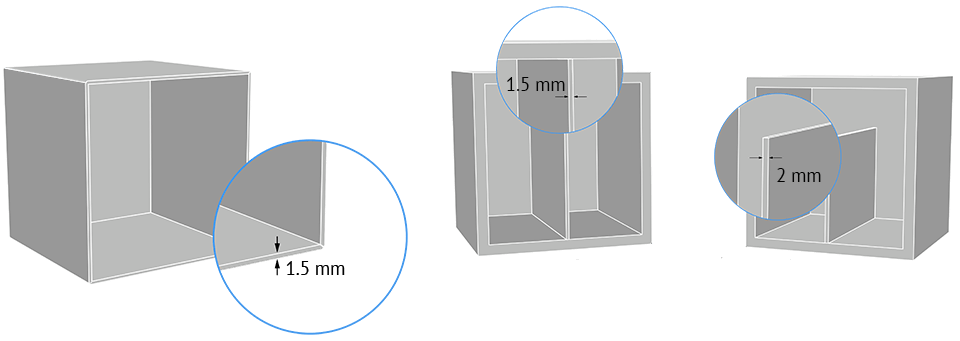
| Espesor mínimo de las paredes | 1.5 mm |
| Espesor máximo de las paredes* | 9 mm |
| Espesor mínimo de las paredes para aspectos particulares del diseño | 2 mm |
*No recomendamos espesores de pared importantes, ya que paredes más gruesas pueden generar problemas de fabricación, como deformaciones o defectos en el acabado superficial. Ahuecar sus piezas debería solucionar este problema. No dude en contactarnos si necesita ayuda para proceder con el ahuecado de su pieza.
Las paredes de su diseño deben ajustarse al espesor mínimo de 1.5 mm para garantizar que la estructura no se rompa. Si las paredes de su modelo son de menos de 1.5 mm, le recomendamos aumentarlas o añadir una estructura de soporte para mantener la estabilidad.
Para un objeto que ya es sólido, se recomienda un mínimo de espesor de 2 mm.
Sculpteo ofrece una herramienta de comprobación de la solidez que ilumina las partes de la impresión que pueden ser demasiado finas. Desde aquí, podrá retocar su diseño para crear un objeto con un espesor apropiado. Para utilizarla, sólo necesita cargar su archivo 3D, seleccionar su material y hacer clic en la pestaña “Verificación”.
También es importante recordar que el objeto será impreso en una forma física. Así, si una parte demasiado fina soporta algo que es demasiado pesado para ella, puede romperse – aunque sea posible físicamente en el programa de impresión 3D. Recomendamos añadir algo de espesor en las zonas con mayor manejo o que soporten más peso.

Recuerde que nuestra herramienta de control de solidez no detecta aberraciones físicas como partes flotantes, posiciones inestables, partes que soporten demasiado peso en relación a su espesor, etc… Debe tenerse especial cuidado con la geometría de nuestro diseño y dar más espesor a las partes con más tensión.
| Tamaño mínimo de los detalles | 1 mm |
| Tamaño mínimo de texto | 1 mm |
| Ratio de ampliación | 1/1 |
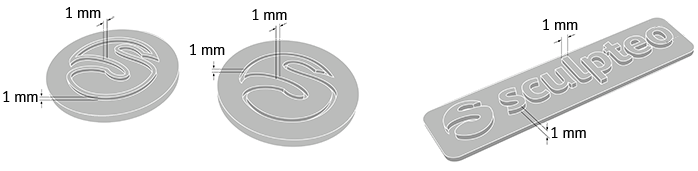
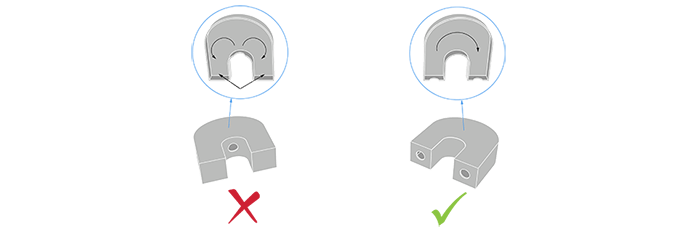
Una mínima precisión del detalle viene determinada principalmente por la resolución de nuestras impresoras. Sin embargo, durante el proceso de limpieza, puede perderse alguna fina capa de detalle. Para que los detalles y textos sean visibles, recomendamos seguir nuestros mínimos de tamaño lo más posible. Para asegurar una mejor eliminación del polvo (y, por tanto, mejor precisión de detalle), el ancho de nuestros detalles debe ser, al menos, tan grande como profundo.
| ¿Partes cerradas? | Si |
| ¿Partes entrelazadas? | Si |
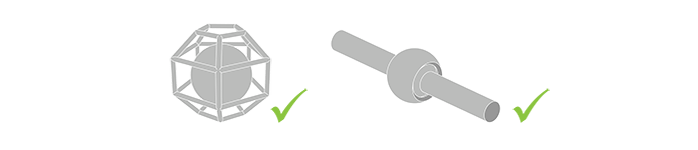
Nuestro material de Nylon PA12 glass-filled tiene la habilidad de ser impreso en algunos diseños complejos. Un ejemplo de diseño complejo es un volumen cerrado dentro de otro volumen o con articulaciones. Nuestras impresoras 3D de Nylon PA12 glass-filled tienen la capacidad de imprimir un objeto totalmente entrelazado fuera de la impresora, sin soportes de estructura que eliminar.
| Distancia mínima entre paredes fijas | 0,5 mm |
| Separación mínima entre partes | 0,5 mm |
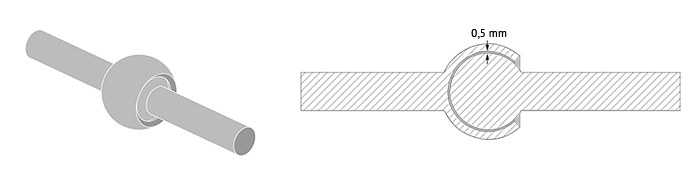
Para una buena impresión 3D se requiere una mínima separación entre los objetos, que permita que el exceso de material sea eliminado al arenarlo. Si no se deja este espacio en el diseño, el objeto será un sólido. Esto es particularmente importante en objetos articulados – el espacio entre las paredes definirá la capacidad de movimiento del objeto.
La separación debe ser de, al menos, 0.5 mm y depende del tamaño de su objeto. Para tamaños grandes, la separación debe ser mayor. La zona caliente de su objeto depende del tamaño, cuanto mayor sea el objeto más tiempo estará expuesto a altas temperaturas: si el espacio entre las paredes es demasiado pequeño se soldará al propagarse el calor.
| ¿Montaje? | Si |
| Espacio mínimo | 0,5 mm |
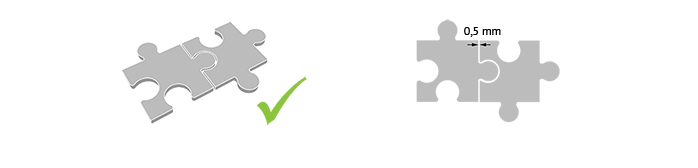
Los objetos impresos en nylon de fibra de vidrio pueden imprimirse para ser montados, mientras se dejen, al menos, 0.5 mm entre las partes del objeto.
| ¿Vaciado? | Si |
Nuestra herramienta online de optimización del vaciado permite reducir el precio de una impresión reduciendo la cantidad de material utilizado.
Utilizar la herramienta requiere añadir dos agujeros en su modelo, que servirán de drenaje para el exceso de material en polvo de dentro del objeto. El tamaño mínimo de estos agujeros se indica en nuestra página web. Si no, es posible vaciar su objeto manualmente, en su programa de diseño 3D.
| ¿Ficheros con múltiples objetos? | No |

No es posible imprimir en 3D un fichero que contenga varios objetos con Nylon PA12 glass-filled.
