 Conéctate con Google
Conéctate con Google Conéctate con Facebook
Conéctate con Facebook

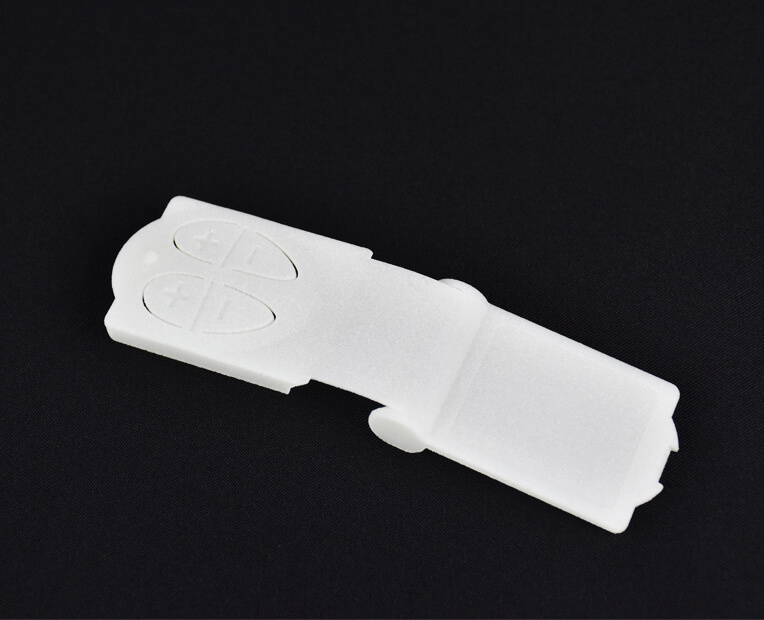







Ultrasint® PA11 es un polvo de origen biológico con una dureza excepcionalmente alta. Este material tiene la particularidad de ofrecer alta ductilidad y resistencia al impacto para todas las aplicaciones. ¿Necesita piezas duraderas capaces de soportar altas cargas mecánicas y tensiones? Ultrasint® PA11 es una opción a considerar.
Ultrasint® PA11 se basa en fuentes de biomasa 100% renovables. La semilla de ricino se extrae de la planta de ricino para hacer aceite. Luego, el aceite se convierte en monómero (ácido 11-aminoundecanoico), que finalmente se polimeriza en poliamida 11. Este material PA11 es una alternativa sostenible al PA12, que ofrece propiedades interesantes para los componentes que requieren contacto con la piel. Las piezas impresas en 3D con este material PA11 son blancas.

Ultrasint® PA11 se imprime mediante sinterización selectiva por láser. Tenga en cuenta que deberá respetar las pautas de diseño específicas para evitar cualquier problema durante el proceso de fabricación aditiva. Asegúrese de verificar las pautas de diseño de materiales al crear su archivo 3D y antes de enviarlo para impresión 3D.

| Tamaño máximo bruto (blanco / sin pulir): | 176 × 226 × 309 mm |
| Tamaño máximo pulido: | 176 × 226 × 309 mm |
| Máximo teñido regular: | 180 x 220 x 220 mm |
| Tamaño máximo teñido en negro: | 180 x 220 x 300 mm |
| Tamaño máximo teñido pulido: | 180 x 220 x 220 mm |

El tamaño máximo de sus modelos está limitado por el tamaño físico de nuestras impresoras 3D: no se puede imprimir nada más grande que la cama de la impresora.
| Espesor de capa | 100µm |
| Precisión | X-Y : +/- 0,3 % (min : 0,4mm) Z : +/- 0,6 % (min : 0,6mm) |

| Espesor mínimo de pared (flexible) | 0.8mm |
| Espesor máximo de pared* | 9mm |
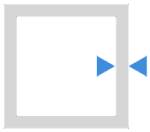
| Espesor mínimo de pared con soporte | 0.8mm |
| Espesor mínimo de pared sin soporte | 1.5mm |

*No recomendamos espesores de pared importantes, ya que paredes más gruesas pueden generar problemas de fabricación, como deformaciones o defectos en el acabado superficial. Ahuecar sus piezas debería solucionar este problema. No dude en contactarnos si necesita ayuda para proceder con el ahuecado de su pieza.
Detalles mínimos de altura y anchura | Grabado en relieve: 0.5 mm
|
| Relación Profundidad / ancho | 1/1
|


La precisión mínima de un detalle está determinada principalmente por la resolución de nuestras impresoras 3D. Sin embargo, durante el proceso de limpieza, también se puede perder una fina capa de detalles. Para que un detalle y un texto sean visibles, recomendamos seguir al menos nuestros tamaños recomendados.
Es posible que no se vean grabados y estampados particularmente finos, ya que la talla podría llenarse con un exceso de polvo que luego no se puede limpiar. Si un grabado en relieve o grabado es una parte esencial de su diseño, recomendamos hacerlo lo más profundo posible. Para garantizar una mejor eliminación del polvo (por lo tanto, una mejor visibilidad de los detalles), el ancho de sus detalles debe ser al menos tan grande como la profundidad.
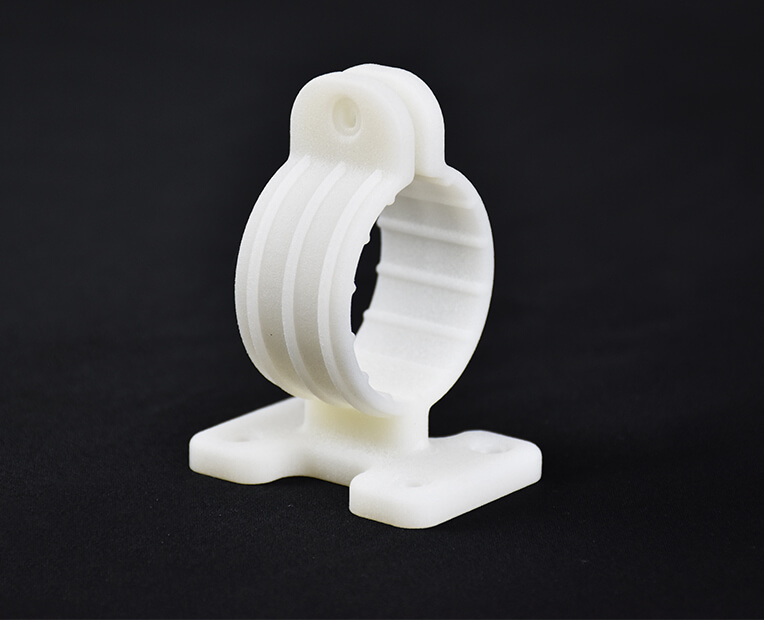
| ¿Partes cerradas? | Si |
| ¿Partes entrelazadas? | Si |

Nuestro material tiene la capacidad de imprimir los diseños más complejos de nuestros materiales. Un ejemplo de diseño complejo es un volumen encerrado dentro de otro volumen, como una cadena o una conexión de rótula. Nuestras impresoras tienen la capacidad de imprimir una cadena completamente entrelazada, sin estructuras de soporte para eliminar.
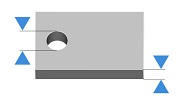
| Distancia mínima entre paredes fijas | 0.5 mm |
| Separación mínima entre partes | 0.5 mm |

Para una impresión 3D exitosa se requiere un espacio libre mínimo entre los objetos para permitir que el material sobrante se expulse con arena. Si este espacio no se deja dentro del diseño, el objeto será sólido. Esto es particularmente importante para los objetos articulados, ya que el espacio que queda entre las paredes definirá la capacidad del objeto para moverse.
No se olvide
El espacio libre debe ser de al menos 0,5 mm, sin embargo, ese es el mínimo para objetos pequeños. Los objetos más grandes requieren más espacio entre sus partes. Nuestras camas de impresora se calientan durante el proceso, y los objetos más grandes se calientan por períodos más largos. Un espacio pequeño entre objetos grandes corre el riesgo de derretirse, ya que permanece bajo calor durante un largo período de tiempo. En algunos otros casos, se deben agregar agujeros para permitirnos drenar el exceso de material en polvo dentro del espacio libre.
| Hollowing ? | Yes: 5mm |
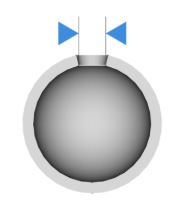
Nuestra herramienta de optimización de huecos en línea tiene la capacidad de reducir considerablemente el precio y el peso de una impresión al reducir la cantidad de material utilizado.
El uso de la herramienta requiere agregar dos agujeros a su modelo, lo que servirá como drenaje para el exceso de material en polvo dentro del objeto. El tamaño mínimo de estos agujeros está determinado por nuestro sitio web. De lo contrario, es posible vaciar su objeto manualmente en su software de modelado 3D.

PA11 HP
Multi Jet Fusion Technology

Impresión 3D del Jet Fusion PA12
Tecnología HP Jet Fusion