 Conéctate con Google
Conéctate con Google Conéctate con Facebook
Conéctate con Facebook




| Grosor de capa estándar | 80µm
| ||||||||||||||||||||||||||||||||||||||
| Tolerancia | Norma NFT 58000 Clase de norma (categoría 3)
|

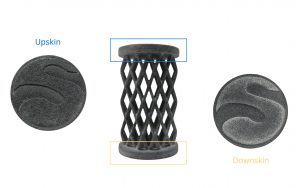
Debido al proceso de impresión, tus objetos tendrán superficie superior y superficie inferior. La superficie superior presenta una ligera concavidad, mientras que la superficie inferior mostrará una leve convexidad. La superficie superior aparecerá en la parte superior de tu objeto, y la superficie inferior en la parte inferior. Esto es importante tenerlo en cuenta al configurar la orientación de tu modelo 3D. Si la superficie superior e inferior pueden afectar tu diseño, establece la orientación previamente y haremos todo lo posible por respetarla; de lo contrario, nuestros técnicos elegirán la mejor orientación.
| Tamaño máximo | 370 x 274 x 380 mm |

El tamaño máximo de sus modelos está limitado por el tamaño físico de nuestras impresoras 3D; no se puede imprimir nada más grande en una sola fabricación. Si quieres imprimir objectos más grandes que estas dimensiones, no dudes en contactarnos para que podamos darte algunos consejos sobre cómo cortar y asemblar tus piezas.
| Espesor mínimo de pared (flexible) | 0.8mm
|
| Espesor máximo de pared* | 9 mm*
|
| Espesor mínimo de pared (rígigo) | 2mm
|
*No recomendamos espesores de pared importantes, ya que paredes más gruesas pueden generar problemas de fabricación, como deformaciones o defectos en el acabado superficial. Ahuecar sus piezas debería solucionar este problema. No dude en contactarnos si necesita ayuda para proceder con el ahuecado de su pieza.
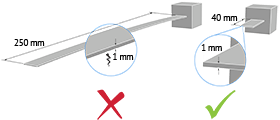
Espesor mínimo de pared Aspectos particulares del diseño1-2mm
Las paredes de su diseño deben tener un grosor mínimo de 0,8 mm para garantizar que la estructura no se rompa. Si las paredes de su modelo son inferiores a 0,8 mm, puede añadir una estructura de soporte para mantener la estabilidad.
Un elemento con vástago es un aspecto del diseño que tiene al menos el doble de longitud que de grosor. Para elementos sin soporte y con vástago, o partes del diseño con una restricción de diseño específica, también es importante respetar un grosor mínimo de 0,9 mm para garantizar que el objeto no se rompa.
Añade una estructura de soporte para mantener la estabilidad. Por ejemplo, si estás modelando el busto de una persona, puedes añadir elementos finos del diseño, como las orejas, en más lugares alrededor de la cabeza del modelo. Esto evitará elementos voladizos y fácilmente frágiles en la impresión final.
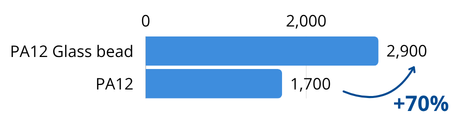
Con un grosor de pared de 0,8 mm, su diseño será ligeramente flexible. Para mayor rigidez, recomendamos un grosor de pared de 2 mm.
as paredes delgadas que sostienen modelos grandes y pesados pueden deformarse bajo su propio peso.
Sculpteo ofrece una herramienta de comprobación de solidez en línea que identifica las partes de la impresión que podrían ser demasiado delgadas. Desde ahí, puedes ajustar tu diseño para crear un objeto con el grosor adecuado. Para usarla, solo tienes que subir tu archivo 3D, seleccionar el material y hacer clic en la pestaña “Verificación”.
También es importante tener en cuenta que el objeto se va a imprimir en la vida real. Por lo tanto, si una parte delgada soporta algo demasiado pesado, podría romperse, aunque esto sea posible dentro de las leyes físicas de tu software de modelado 3D. Recomendamos añadir un poco de grosor en las zonas que se manipularán con frecuencia o que soporten más peso.
No olvides

Tenga en cuenta que nuestra herramienta de comprobación de solidez no detecta aberraciones físicas como piezas flotantes, posición inestable, piezas que soportan demasiado peso en relación con su espesor, etc. Se debe prestar especial atención a la geometría del diseño y las piezas más estresadas deben engrosarse.
| Tamaño mínimo de los detalles | 0.2 mm |
| Detalles de altura y ancho mínimos | Repujado: 0.4 mm
|
| Altura y anchura mínimas para un texto legible | 0.4mm |
| Relación de ampliación | 1/1
|


La precisión mínima de un detalle depende principalmente de la resolución de nuestras impresoras 3D. Sin embargo, durante el proceso de limpieza, también puede perderse una fina capa de detalle. Para que un detalle y el texto sean visibles, recomendamos seguir como mínimo nuestros tamaños recomendados.
Es posible que los relieves y grabados especialmente finos no sean visibles, ya que el tallado podría llenarse con exceso de polvo que posteriormente no se podrá limpiar. Si un relieve o grabado es una parte esencial de su diseño, recomendamos hacerlos lo más profundos posible. Para garantizar una mejor eliminación del polvo (y, por lo tanto, una mejor visibilidad de los detalles), el ancho de los detalles debe ser al menos igual a la profundidad.
| Piezas cerradas ? | Si |
| Piezas encajadas ? | Si |

Nuestro material Multi Jet Fusion permite imprimir los diseños más complejos gracias a la tecnología HP. Un ejemplo de diseño complejo es un volumen encerrado dentro de otro volumen, como una cadena o una maraca. Nuestras impresoras pueden imprimir una cadena completamente entrelazada, sin necesidad de retirar estructuras de soporte.
| Separación mínima entre paredes fijas | 0.5 mm |
| Espacio libre mínimo entre piezas | 0.5 mm |

Para una impresión 3D exitosa, se requiere una separación mínima entre los objetos para permitir que el exceso de material se elimine con arena. Si no se deja este espacio dentro del diseño, el objeto será sólido. Esto es especialmente importante para los objetos articulados, ya que el espacio entre las paredes definirá su capacidad de movimiento.
El espacio libre debe ser de al menos 0,5 mm; sin embargo, este es el mínimo para objetos pequeños. Los objetos más grandes requieren más espacio entre sus piezas. Esto se debe al proceso de impresión de HP. Nuestras camas de impresión se calientan durante el proceso, y los objetos más grandes se calientan durante períodos más largos. Un espacio pequeño entre objetos grandes corre el riesgo de fundirse al permanecer bajo calor durante un tiempo prolongado. En otros casos, se deben añadir orificios para permitir el drenaje del exceso de polvo dentro del espacio libre.
| Ensamblaje ? | Yes |
| Espacio mínimo | 0.5 mm |
Los objetos impresos en poliamida pueden imprimirse para ensamblarse, siempre que se deje una distancia mínima de 0,5 mm entre las diferentes partes del objeto.
| Vaciamiento ? | Si |

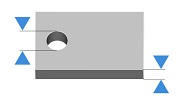
Nuestra herramienta en línea de optimización de vaciamiento permite reducir considerablemente el precio de una impresión al disminuir la cantidad de material utilizado.
Para usar la herramienta, es necesario añadir dos orificios a tu modelo, que servirán como drenaje para el exceso de polvo dentro del objeto. El tamaño mínimo de estos orificios lo determina nuestro sitio web. También es posible vaciar tu objeto manualmente en tu software de modelado 3D.


