Conéctate con Google
Conéctate con Google Conéctate con Facebook
Conéctate con Facebook





| Espesor de la capa | 80 µm |
| Precisión | X/Y: ± 0.3% (mínimo ± 0.3 mm) Z: ± 0.5% (mínimo ± 0.5 mm) |

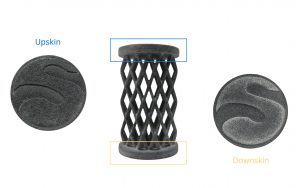
Due to the printing process, your objects will have upskin and downskin. Upskin is a little concave, whereas downskin will show slight convex. Upskin will appear on the top of your object, downskin at the bottom. This is important to consider when you set the orientation of your 3D model. If the upskin and downskin will affect your design, set the orientation beforehand and we will do our best to honor it, otherwise our technicians will choose the best one.
| Tamaño máximo non – pulido | 370 x 274 x 380 mm |
| Tamaño máximo para el plástico negro pulido | 300 × 220 × 180 mm |
| Tamaño máximo para el acabado teñido | 280 x 280 x 450 mm |


El tamaño máximo de sus modelos está limitado por el tamaño físico de nuestras impresoras 3D – no se puede imprimir nada mayor que la plataforma base de la impresora.
No hay un tamaño mínimo para las impresiones de poliamida, teniendo en cuenta que el espesor mínimo de las paredes y los aspectos estructurales, para asegurar que el objeto no se rompa es de 0,6 mm.
| Espesor mínimo de la pared (flexible) | 0.6 mm
|
| Espesor máximo de la pared* | 9mm
|
| Espesor mínimo de la pared (rígido) | 2 mm
|
| Espesor de pared mínimo de elementos contenidos | 0.7 mm con soporte
|
| Espesor mínimo de las paredes para aspectos particulares del diseño | 1-2 mm |

| Espesor mínimo de pared (rígido) | 0.8mm
|
| Espesor máximo de pared* | 9mm
|
| Espesor mínimo de pared (rígigo) | 2mm
|
*No recomendamos espesores de pared importantes, ya que paredes más gruesas pueden generar problemas de fabricación, como deformaciones o defectos en el acabado superficial. Ahuecar sus piezas debería solucionar este problema. No dude en contactarnos si necesita ayuda para proceder con el ahuecado de su pieza.
Las paredes de su diseño deben adherirse a un grosor mínimo de 0.6 mm para garantizar que la estructura no se rompa. Si las paredes de su modelo tienen menos de 0.6 mm, puede agregar una estructura de soporte para mantener la estabilidad.
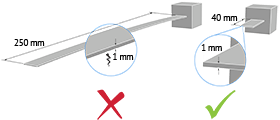
Un elemento contenido es un aspecto de diseño que es al menos el doble de largo que de ancho. Para los elementos o elementos integrados de diseño no soportados y con una limitación de diseño particular, también es importante respetar un espesor mínimo de 0,9 mm para garantizar que el objeto no se rompa.
Añada una estructura de soporte para mantener la estabilidad. Por ejemplo, si está modelando un busto de una persona, puede añadir aspectos finos de diseño como las orejas en más lugares alrededor de la cabeza del modelo. Hacer esto evitará elementos en voladizo y fácilmente rompibles en la impresión final.
Con un espesor de pared de 0,6, su diseño será ligeramente flexible. Para obtener más rigidez, le aconsejamos elegir un espesor de pared de 2 mm.
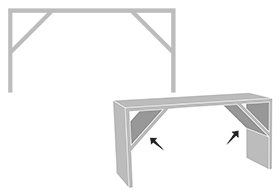
Las paredes delgadas que soportan modelos de plástico grandes y pesados pueden deformarse bajo el peso de las mismas
Sculpteo ofrece una herramienta de comprobación de solidez en línea que destaca partes de la impresión que pueden ser demasiado finas para una impresión. A partir de ahí usted es capaz de ajustar su diseño con el fin de crear un objeto que es un espesor adecuado. Para utilizarlo, sólo tiene que cargar su archivo 3D , seleccione su material y haga clic en la pestaña “Verificación” .
También es importante tener en cuenta que el objeto debe ser impreso en la vida real. Por lo tanto, si un aspecto delgado está soportando algo que es demasiado pesado para él, puede romperse, aunque es posible dentro de la física proporcionada por su software de modelado 3D. Recomendamos agregar un poco de grosor a los lugares que obtendrán un montón de manipulación, o que soporten más peso.

Recuerde que nuestra herramienta de control de solidez no detecta aberraciones físicas como partes flotantes, posiciones inestables, partes que soporten demasiado peso en relación a su espesor, etc… Debe tenerse especial cuidado con la geometría de nuestro diseño y dar más espesor a las partes con más tensión.
| Tamaño mínimo de los detalles | 0.3 mm |
| Detalles mínimos de altura y anchura | Grabado en relieve: 0.4 mm
|
| Tamaño mínimo de texto | 0.4 mm |
| Ratio de ampliación | 1/1
|


Una mínima precisión del detalle viene determinada principalmente por la resolución de nuestras impresoras. Sin embargo, durante el proceso de limpieza, puede perderse alguna fina capa de detalle. Para que los detalles y textos sean visibles, recomendamos seguir nuestros mínimos de tamaño lo más posible.
Es posible que los relieves y los grabados particularmente finos no sean visibles, pues la talla podría llenarse con un exceso de polvo que después no se podría eliminar. Si un repujado o un grabado es una parte esencial de su diseño, le recomendamos que lo haga lo más profundo posible. Para asegurar una mejor eliminación del polvo (y, por tanto, mejor precisión de detalle), el ancho de nuestros detalles debe ser, al menos, tan grande como profundo.

| ¿Partes cerradas? | Si |
| ¿Partes entrelazadas? | Si |

Nuestro Multijet Fusion PA12 tiene la habilidad de ser impreso en algunos diseños complejos. Un ejemplo de un diseño complejo es un volumen encerrado dentro de otro volumen, como una cadena o maraca. Nuestras impresoras 3D de Multijet Fusion PA12 tienen la capacidad de imprimir un objeto totalmente entrelazado fuera de la impresora, sin soportes de estructura que eliminar.
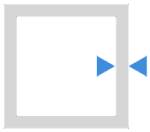
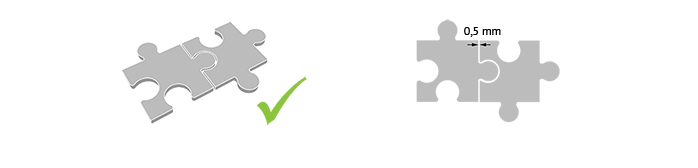
| Distancia mínima entre paredes fijas | 0.5 mm |
| Separación mínima entre partes | 0.5 mm |

Para una buena impresión 3D se requiere una mínima separación entre los objetos, que permita que el exceso de material sea eliminado al arenarlo. Si no se deja este espacio en el diseño, el objeto será un sólido. Esto es particularmente importante en objetos articulados – el espacio entre las paredes definirá la capacidad de movimiento del objeto.
La separación debe ser de, al menos, 0.5 mm y depende del tamaño de su objeto. Para tamaños grandes, la separación debe ser mayor. La zona caliente de su objeto depende del tamaño, cuanto mayor sea el objeto más tiempo estará expuesto a altas temperaturas: si el espacio entre las paredes es demasiado pequeño se soldará al propagarse el calor. En algunos casos, deberían añadirse agujeros que nos permitan drenar el exceso de material en polvo dentro del espacio libre.
| ¿Montaje? | Si |
| Espacio mínimo | 0.5 mm |
Los objetos impresos en Multijet Fusion PA12 pueden imprimirse para ser montados, mientras se dejen, al menos, 0.5 mm entre las partes del objeto.
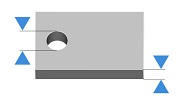
| ¿Vaciado? | Si |

Nuestra herramienta online de optimización del vaciado permite reducir el precio de una impresión reduciendo la cantidad de material utilizado.
Utilizar la herramienta requiere añadir dos agujeros en su modelo, que servirán de drenaje para el exceso de material en polvo de dentro del objeto. El tamaño mínimo de estos agujeros se indica en nuestra página web. Si no, es posible vaciar su objeto manualmente, en su programa de diseño 3D.
| ¿Ficheros con múltiples objetos? | No |

No es posible imprimir en 3D un fichero que contenga varios objetos con Multijet Fusion PA12.