Conéctate con Google
Conéctate con Google Conéctate con Facebook
Conéctate con FacebookCapacidades
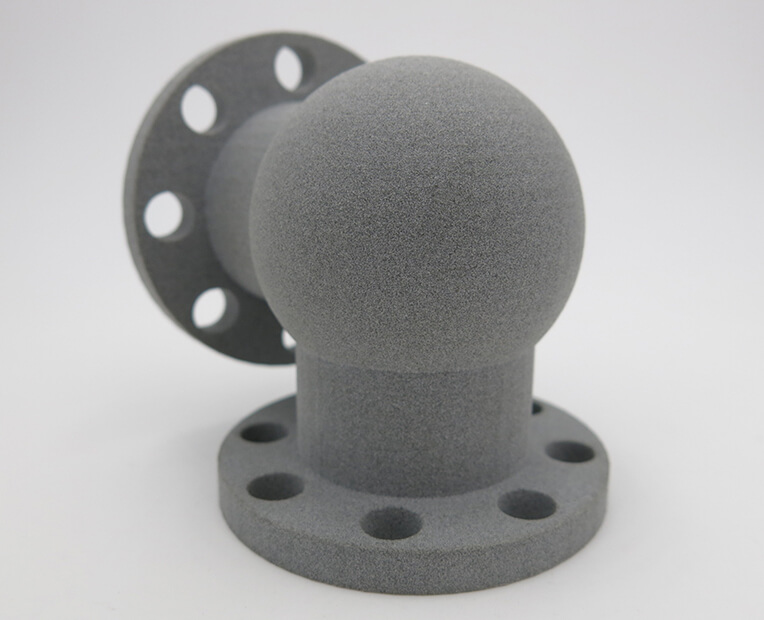
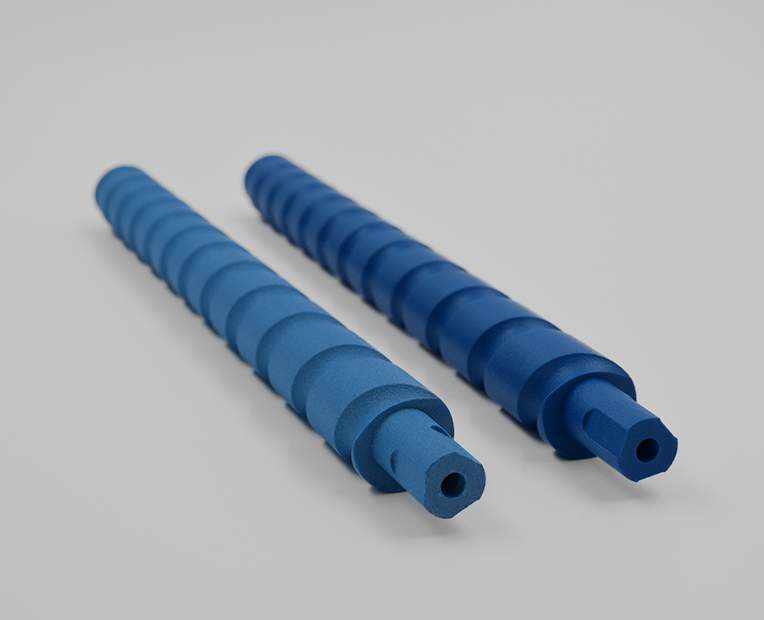
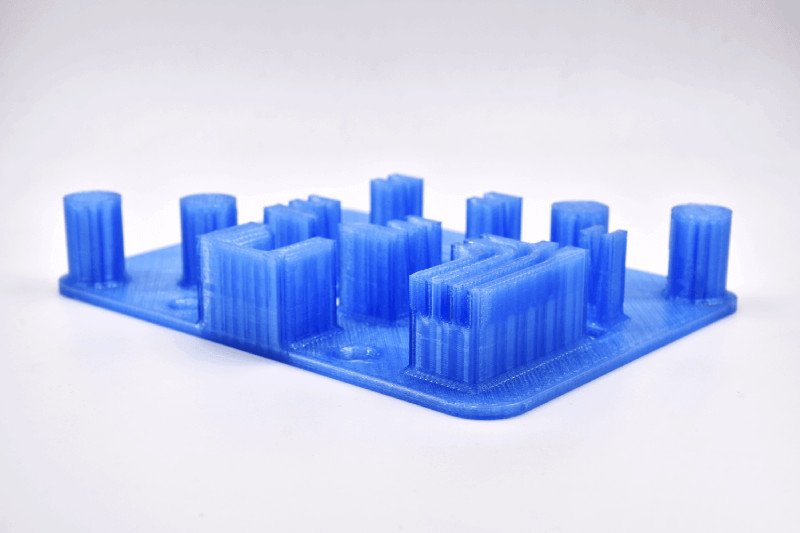
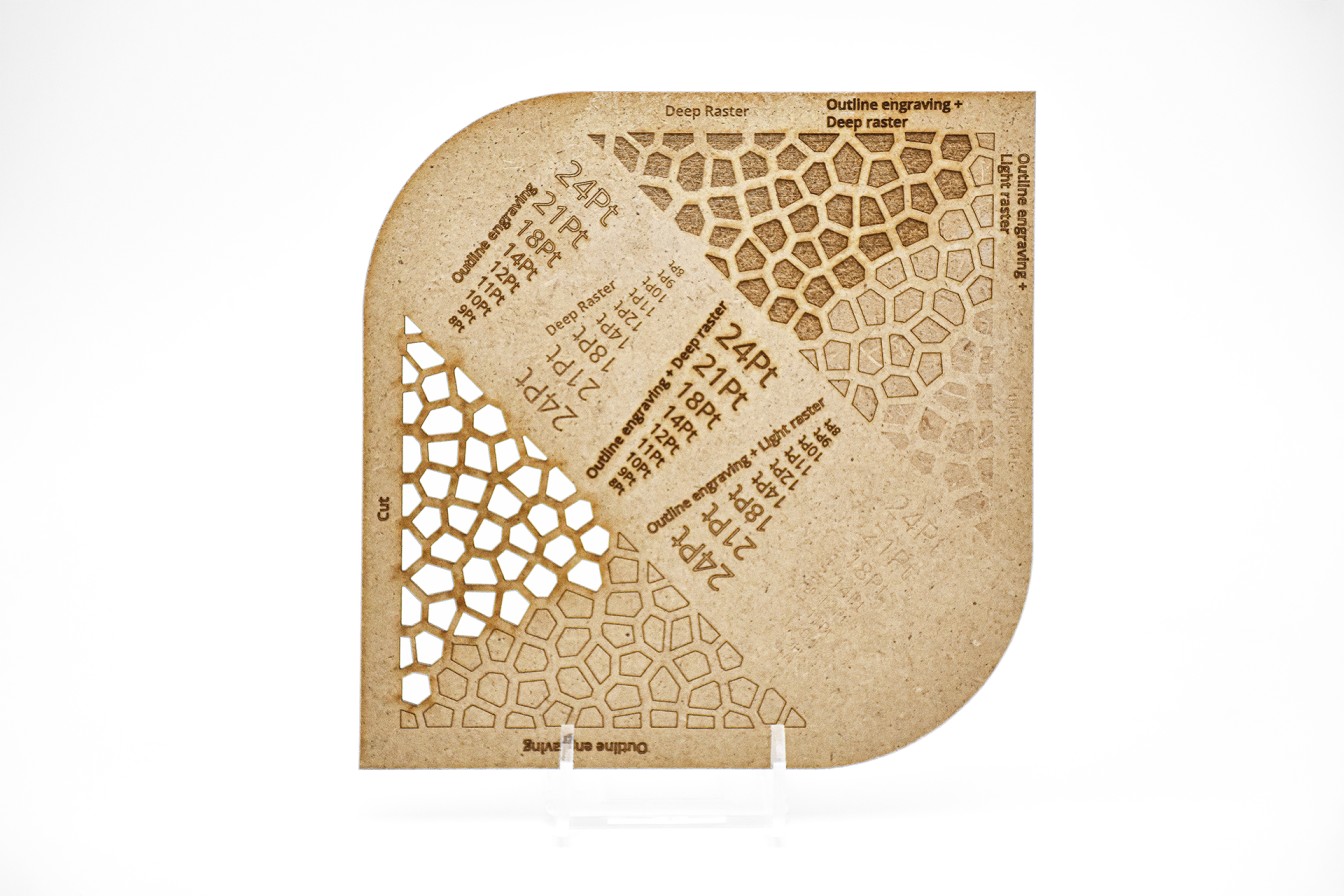
Con más de 75 combinaciones de materiales y acabados de impresión 3D, garantizamos la más alta calidad profesional de cada una de nuestras impresoras 3D y técnicas de impresión de última generación.
- ISO 9001
- Entrega rápida
- Carga segura de archivos