 Connexion avec Google
Connexion avec Google Connexion avec Facebook
Connexion avec Facebook
Centre d'apprentissage 3D
Voir toutes les catégories
Connectez-vous
Si vous rencontrez une difficulté avec votre compte, contactez-nous
S'inscrire
Pour commencer l'impression 3D ou la découpe laser de vos pièces, vous devez créer un compte ici. Une fois cette étape passée, vous pourrez transférer vos fichiers et disposer de devis en temps réel.
Vous avez déjà un compte ? Connectez-vous
Home » Centre d’apprentissage » Choisir le bon matériau d’impression 3D » Résistance des matériaux d’impression 3D
Lorsqu’une pièce technique est dimensionnée, il est nécessaire de connaître les propriétés du matériau utilisé afin d’anticiper son comportement et de prévenir la rupture. Plusieurs grandeurs physiques permettent de qualifier les matériaux. Les plus facilement exploitables pour le dimensionnement sont le module de Young et la résistance à la traction. Leur valeur est souvent renseignée par les fournisseurs de matière première mais étant donné qu’elle dépend du processus de production, l’équipe de Sculpteo a voulu effectuer ses propres tests pour fournir des valeurs au plus proche du réel.
Le Module de Young, (qui tient son nom du physicien britannique Thomas Young) aussi appelé module d’élasticité ou encore module de traction (en Pa, unité de pression), traduit l’élasticité du matériau, c’est-à-dire la relation qui lie la déformation du matériau à la force qu’il faut fournir pour le déformer. Par exemple, il faut peu d’effort pour déformer du caoutchouc, d’où un module de 1MPa (145PSI) environ. En revanche, il faudra un effort important pour allonger une tige d’acier, d’où un module de 200GPa (2.9 EE7 PSI), soit 200 000 fois plus rigide que le caoutchouc. La déformation d’une pièce dépend aussi de sa géométrie, on comprend bien qu’une chaîne plus épaisse est plus dure à déformer qu’une qui serait fine.
où :
-Epsilon est l’élongation (sans unités)
-Sigma est la contrainte en PA ou PSI
– F est la force appliquée en N ou lbf
– s est la section transverse en m² ou in²
Si l’on applique une force de 400kgForce (4000 N) à une barre de 2cm de rayon (section de 0.00126 m²) et de 2m de long en acier de module d’Young 200 GPa, l’élongation sera de 0.016 et la barre passera de 2m à 2.032m
La résistance à la traction correspond à la contrainte maximale que pourra supporter un matériau avant de se rompre, sa dureté. Cette valeur fait la limite entre la zone plastique et la zone de rupture. Il faut bien distinguer la résistance du matériau et l’élasticité. Un matériau peut être élastique et peu résistant. Un élastique sera plus facilement déformable qu’un spaghetti mais il faudra plus d’énergie pour le casser que ce dernier.
L’élongation à la rupture correspond à l’allongement maximal que pourra subir un matériau avant de se rompre. Il est exprimé sans unité. Si une tige mesurant 10 cm au repos mesure 15 cm juste avant de rompre, son élongation à la rupture sera de 0.5, parfois écrit 50%.
On distingue en fait trois domaines de comportement pour un matériau :
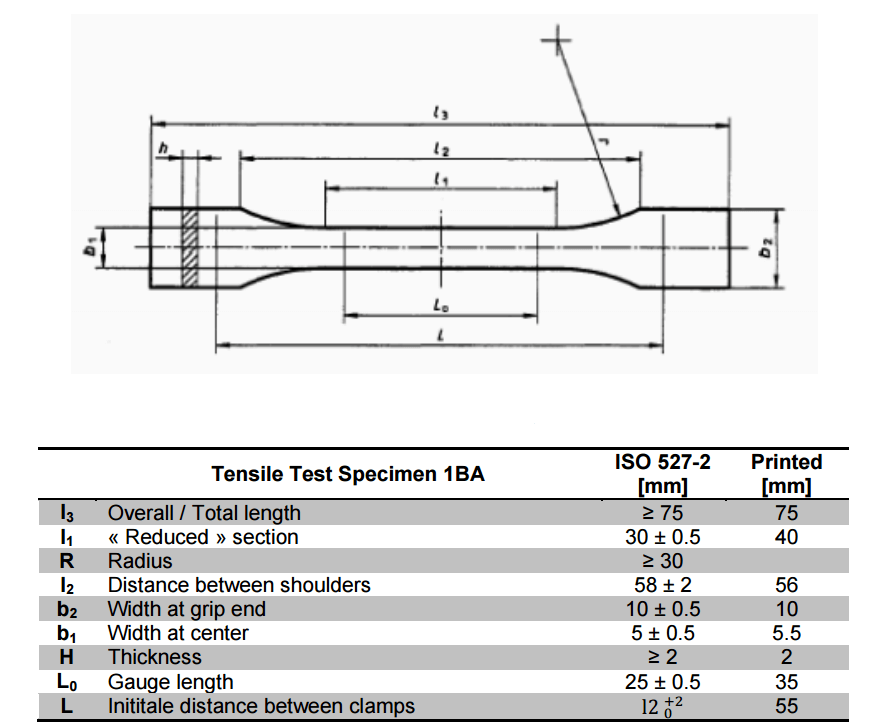
Les essais de traction ont été menés sur des polymères : le nylon gris chargé verre, le TPU, le PA11 CF, le polyamide 12 fabriqué en SLS et en MJF. Les différentes finitions de ce dernier ont également fait l’objet de tests à contraintes égales.
Le nylon PA12 (SLS) étant fabriqué par frittage de poudre couche par couche, les propriétés du matériau ne sont pas les mêmes dans toutes les directions, on dit que le matériau est anisotrope. En effet, la cohésion entre deux couches est moins grande qu’entre les grains de poudre d’une même couche ; si l’on tire perpendiculairement au niveau des couches, le matériau cédera donc plus facilement que dans le sens des couches.
On obtient en moyenne :
La teinture (voir color resist ou color touch) est un traitement du plastique consistant à le plonger dans un bain de teinture à une température élevée, ce qui pourrait changer les propriétés du matériau. Pourtant, la modification semble mineure si l’on se fie aux résultats et les données du PA 12 blanc peuvent être utilisées comme référence.
Le lissage chimique est un procédé physico-chimique de traitement du plastique qui modifie en surface les propriétés du plastique pour lui donner un aspect brillant. Il semble donc légitime de vérifier que ce traitement n’altère pas trop les propriétés du PA12. En pratique, on observe que la surface traitée est plus cassante mais sur des épaisseurs de plus de 2mm, les propriétés du plastique restent inchangées.
Le MJF PA12 suit un procédé différent de notre autre PA12 de la gamme. Il s’agit de la technologie MJF (Multijet fusion) qui va fusionner des couches de matière de façon successive en faisant intervenir des agents de fusion et des agents de détails.
Les propriétés mécaniques du MJF PA12 est comparable à celles obtenus avec la technologie SLS
On obtient en moyenne :
Le Ultrasint® TPU 88A (SLS) , comme son nom l’indique, est un matériau extrêmement flexible. Il convient donc plutôt d’utiliser des métriques légèrement différentes pour qualifier ses propriétés mécaniques.
On observe en moyenne :
https://www.youtube.com/watch?v=oyGbJRaAMtk
Pour les matériaux composites, ils sont à base de nylon auquel on a ajouté des additifs sous différentes formes pour augmenter leur résistance ou diminuer leur masse. Lors de la mise en forme de ces matériaux, c’est le plastique formant la matrice qui donne la géométrie de l’objet tandis que les additifs ne servent que de renforts.
Le Nylon PA12 Gris Chargé Verre est un composite dont la matrice est un nylon PA12 équivalent à nos autres nylon de la gamme. Sa charge en verre lui confère une plus grande rigidité.
Le nylon PA12 chargé verre est un matériau assez isotrope, la présence de renfort (charge) réduit l’anisotropie induite par le procédé couche par couche.
L’alumide possède une assez longue zone élastique et une très petite zone plastique. Son mode de rupture est plutôt fragile.
En moyenne :
Le Nylon PA12 Gris Chargé Verre est un composite dont la matrice est un Nylon équivalent aux autre polyamides de notre gamme, mais qui est doté d’une charge en verre, ce qui lui confère une plus grande rigidité.
Les renforts sont des microbilles de verre, elles rendent la structure plus solide dans le sens des couches.
Le matériau est très anisotrope avec une solidité très faible perpendiculairement aux plans de dépôt.
En moyenne :
Le matériaux Ultrasint® PA11 CF est le matériau présentant la plus grande rigidité de notre gamme. (pour le cas des polymère). Il est composé d’une matrice de polyamide 11 biosourcée renforcée par des fibres courtes de carbone. Le matériau est plus léger et plus résistant dans le sens des couches, ce qui le rend particulièrement adapté à la fabrication de pièces mécaniques.
En moyenne :
Ces essais nous donnent de bonnes approximations des propriétés des matériaux produits par Sculpteo et sont en cohérences avec les données que l’on peut trouver dans la littérature. Cependant, ces résultats doivent servir à titre indicatif uniquement et il vaut toujours mieux prototyper une pièce pour s’assurer de sa fiabilité.
Pour en savoir plus sur les propriétés des matériaux d’impression 3D, téléchargez notre ebook sur la comparaison de l’impression 3D avec le moulage par injection. Découvrez les différentes possibilités offertes par l’impression 3D, et recevez vos pièces imprimées en 3D à Paris, Bordeaux, Toulouse et dans toute la France !
Vous avez un doute sur la matière à utiliser ?
Un module de Young élevé est signe de rigidité. Le module de Young est également appelé module de traction ou module d’élasticité. Il fait référence à la propriété mécanique des matériaux élastiques linéaires. Il évalue l’élasticité des matériaux plus ou moins rigides ou solides, qui est le rapport entre la déformation d’un matériau et la puissance nécessaire pour le déformer.
Un test de traction peut être effectué pour calculer le module de Young. C’est une mesure expérimentale, où vous essayez d’allonger un objet, tout en mesurant la force que vous utilisez pour le faire.
L’unité utilisée pour le module d’élasticité est le MPa ou le GPa .
Le module de Young est la même chose que le module d’élasticité ou le module de traction.
Le module de Young est important pour anticiper les performances de votre pièce sous une certaine contrainte.
Recevez les dernières actualités de l’impression 3D
Inscrivez-vous à notre newsletter pour tout connaître des dernières technologies d’impression 3D et de leurs applications, mais aussi des nouveaux matériaux et logiciels 3D.