Taille maximum : 50 mm (L) x 80 mm (l) x 40mm (H)
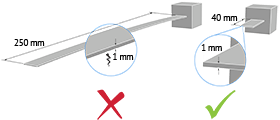
Rapport longueur/hauteur : 10:1
Bien que le rapport maximum soit de 10:1, nous recommandons de rester sous un rapport 1:5
Épaisseur de couche
Épaisseur de couche: 35µm
Rugosité de surface (Finition brut)
Ra= 4-8µm
Précision
±3 %, avec un seuil minimal de ±0,3 mm.
Pour les productions en petites, moyennes et grandes séries, la tolérance atteignable pour ce matériau est : ±0,1 mm pour les dimensions inférieures à 10 mm, ±1 % pour les dimensions plus grandes. Si la précision est une priorité pour vous, contactez notre service commercial pour plus d’informations.
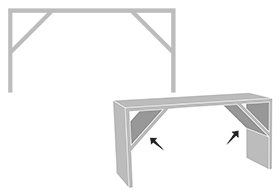
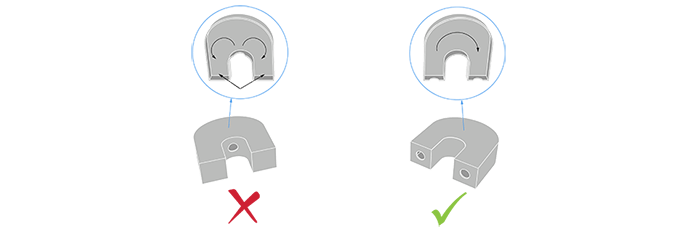
Les arêtes vives ne sont pas recommandées : rayon de courbure minimum de 0,5 mm. Dans le cas d’un raccord en T, nous recommandons un rayon de courbure minimum de 2 mm ; un joint conique est également conseillé.

Il n’est pas possible d’imprimer un fichier 3D contenant plusieurs objets, c’est pourquoi nous n’acceptons pas les fichiers comportant des regroupements de plusieurs pièces. Cependant, si vous souhaitez commander plusieurs exemplaires identiques, vous pouvez sélectionner le nombre de pièces lors du passage de la commande. Plus vous commandez de pièces, plus le prix unitaire diminue.
Pour obtenir plus d’informations sur notre service de fabrication additive métallique, vous pouvez contacter notre équipe commerciale.

 Connexion avec Google
Connexion avec Google Connexion avec Facebook
Connexion avec Facebook