Polymers, most commonly known as plastics, are still today’s largest material offering in the additive manufacturing industry.
Let’s have a look at what’s available at Sculpteo.
Selective Laser Sintering
Employing a high-powered laser to sinter powdered materials layer by layer, this technology offers great precision.
This enables the production of robust and functional parts from a variety of materials.
Sculpteo’s SLS materials include:
Nylon PA12 & Nylon PA12 Grey
Flexible and strong, it is a durable material, ideal for producing functional prototypes and end-use parts requiring durability and strength. Chemical smoothing is often used as a finishing option, on this material.
Applications examples: custom gears, automotive components, electronic casings, consumer goods.
Ultrasint® TPU 88A
Exhibits excellent elasticity and resilience, perfect for producing flexible parts.
Applications examples: shoe soles, custom seals.
Ultrasint® PA11 CF
Reinforced with carbon fiber for enhanced stiffness, this material is highly robust and will be suitable for high-performance applications.
Applications examples: drone frames, sports equipment.
Ultrasint® PA11
Boasts superior mechanical properties and chemical resistance.
Applications examples: medical devices, industrial tooling, machinery components.
Ultrasint® PA11 ESD
Engineered with electrostatic discharge properties, crucial for applications requiring static control.
Applications examples: electronic enclosures, assembly fixtures.
PA12 Grey Glass Filled (Natural & Grey)
Infused with glass fibers for improved stiffness, ideal for industrial applications.
Applications examples: machine housings, tooling fixtures.
PA2210 FR
Flame-retardant material ensuring enhanced safety and compliance.
Applications examples: aerospace interiors, electrical enclosures.
PA12 Food Grade
A blue PA12 material, perfect for creating durable, safe, and precise components for the food industry.
HP Jet Fusion
HP’s proprietary technology, Jet Fusion technology utilizes fusing agents and heat for precise 3D printing.
Sculpteo’s HP Jet Fusion materials include:
Jet Fusion PA12
Known for its mechanical properties and surface finish, perfect for functional prototypes.
Applications examples: automotive parts prototypes, engineering parts.
PA11
This bio-derived polymer exhibits high strength and impact resistance, making it suitable for demanding applications that require durability and reliability.
Applications examples: Industrial tooling and machinery parts, medical orthesis and prosthetics
Polypropylene (PP)
This material offers excellent chemical resistance and durability, making it ideal for functional prototypes and end-use parts requiring resilience and flexibility.
Applications examples: customer containers and packaging, industrial equipment components
Ultrasint® TPU01
Offers outstanding flexibility and impact resistance, ideal for soft-touch components.
Applications examples: ergonomic grips, wearable accessories.
Multi Jet Fusion PA 12 S
Delivers high strength, durability, and excellent dimensional accuracy, making it a versatile choice for functional prototypes and end-use parts. Its balanced mechanical performance and smooth surface finish make it a reliable material for demanding applications.
 Connect with Google
Connect with Google Connect with Facebook
Connect with Facebook SLS employs a high-powered laser to fuse powdered materials layer by layer, producing durable, functional parts with excellent mechanical properties. It’s ideal for complex geometries and is widely used in aerospace, automotive, and consumer goods industries. Discover more about SLS and its material options on our
SLS employs a high-powered laser to fuse powdered materials layer by layer, producing durable, functional parts with excellent mechanical properties. It’s ideal for complex geometries and is widely used in aerospace, automotive, and consumer goods industries. Discover more about SLS and its material options on our  HP Jet Fusion technology utilizes fusing agents and heat to create precise, high-quality parts with fine details and smooth surfaces. This method is perfect for functional prototypes and end-use applications requiring consistency and speed. Learn more about HP Jet Fusion and available materials on
HP Jet Fusion technology utilizes fusing agents and heat to create precise, high-quality parts with fine details and smooth surfaces. This method is perfect for functional prototypes and end-use applications requiring consistency and speed. Learn more about HP Jet Fusion and available materials on  SLA uses UV light to cure liquid resin into solid objects, delivering high-resolution prints with smooth finishes. It’s perfect for intricate designs and detailed prototypes, especially in the medical and jewelry sectors. Explore our SLA materials and applications on the
SLA uses UV light to cure liquid resin into solid objects, delivering high-resolution prints with smooth finishes. It’s perfect for intricate designs and detailed prototypes, especially in the medical and jewelry sectors. Explore our SLA materials and applications on the  DLP and LCD technologies cure resin into solid forms using light, enabling the creation of highly detailed parts with excellent surface quality. These methods are suitable for various applications, including dental models and intricate prototypes. Find out more about DLP/LCD technologies and materials on our
DLP and LCD technologies cure resin into solid forms using light, enabling the creation of highly detailed parts with excellent surface quality. These methods are suitable for various applications, including dental models and intricate prototypes. Find out more about DLP/LCD technologies and materials on our  Polyjet technology jets layers of liquid photopolymer onto a build tray and cures them instantly with UV light, producing smooth, precise parts with fine details. It’s ideal for creating realistic prototypes with varying textures and colors. Learn more about Polyjet and its material options on our
Polyjet technology jets layers of liquid photopolymer onto a build tray and cures them instantly with UV light, producing smooth, precise parts with fine details. It’s ideal for creating realistic prototypes with varying textures and colors. Learn more about Polyjet and its material options on our  Digital Light Synthesis (DLS), also known as CLIP, leverages continuous UV light and oxygen-permeable optics to produce parts with exceptional surface finish and mechanical properties. This technology is suitable for both prototyping and production. Discover more about DLS and its applications on
Digital Light Synthesis (DLS), also known as CLIP, leverages continuous UV light and oxygen-permeable optics to produce parts with exceptional surface finish and mechanical properties. This technology is suitable for both prototyping and production. Discover more about DLS and its applications on  FDM creates parts by extruding melted thermoplastic filament layer by layer, offering an affordable solution for producing large-scale objects and functional prototypes. It’s widely used in educational, prototyping, and manufacturing settings. Explore FDM materials and applications on our
FDM creates parts by extruding melted thermoplastic filament layer by layer, offering an affordable solution for producing large-scale objects and functional prototypes. It’s widely used in educational, prototyping, and manufacturing settings. Explore FDM materials and applications on our  Direct Metal Laser Sintering (DMLS) and Selective Laser Melting (SLM) use lasers to fuse metal powders, enabling the production of complex, high-strength metal parts for demanding applications. These technologies are ideal for aerospace, automotive, and medical industries. Learn more about DMLS/SLM and available metals on
Direct Metal Laser Sintering (DMLS) and Selective Laser Melting (SLM) use lasers to fuse metal powders, enabling the production of complex, high-strength metal parts for demanding applications. These technologies are ideal for aerospace, automotive, and medical industries. Learn more about DMLS/SLM and available metals on  Wax Casting involves printing wax models that are used to create molds for metal casting, ideal for producing detailed metal parts like jewelry and intricate components. This traditional method combined with 3D printing offers high precision. Learn more about Wax Casting and its process on our
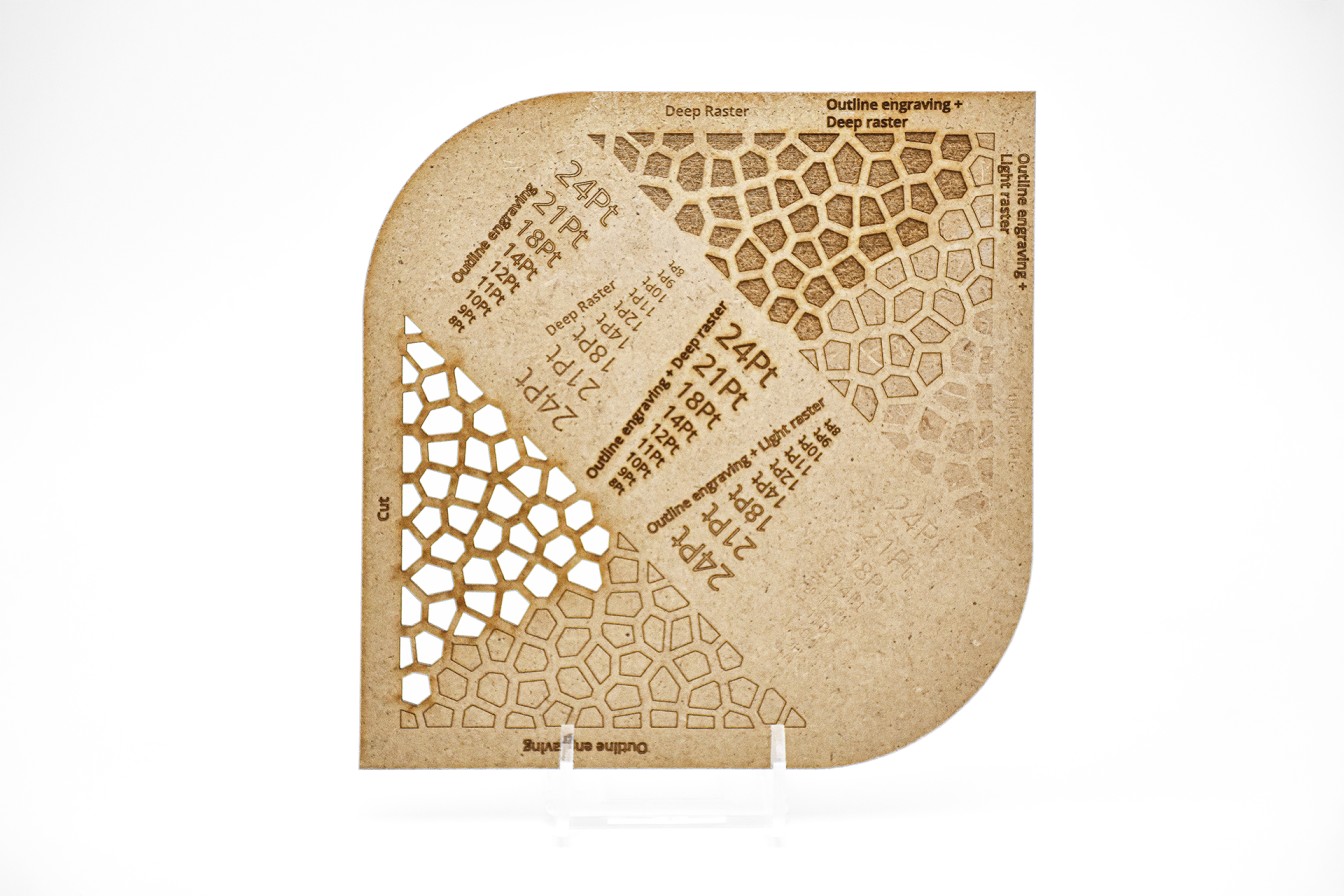
Wax Casting involves printing wax models that are used to create molds for metal casting, ideal for producing detailed metal parts like jewelry and intricate components. This traditional method combined with 3D printing offers high precision. Learn more about Wax Casting and its process on our  Laser Cutting and Engraving services utilize precision lasers to cut or engrave materials like acrylic, wood, and metal, offering rapid production of customized parts and designs. This service is perfect for creating intricate designs and prototypes. Explore our Laser Cutting and Engraving services on the
Laser Cutting and Engraving services utilize precision lasers to cut or engrave materials like acrylic, wood, and metal, offering rapid production of customized parts and designs. This service is perfect for creating intricate designs and prototypes. Explore our Laser Cutting and Engraving services on the