| Mindestgröße poliert | 15 x 15 x 15 mm |
| Maximale Größe | 120 x 120 x 70 mm |
|
|
Die Verwendung von Binder Jetting 3D-Druckern führt zu einer Schrumpfung von 15 bis 20%. Unsere 3D-Druckexperten berücksichtigen dies bei der Vorbereitung Ihrer 3D-Modelle für den 3D-Druck und versuchen, ein endformnahes Bauteil innerhalb von 5% der Gesamtabmessungen des Teils zu erzielen. Wenn Genauigkeit für Sie eine hohe Priorität hat, wenden Sie sich an unsere Verkaufsabteilung, um weitere Informationen zu erhalten.
| Mindestwandstärke für Objekt | von 1,1 bis zu 3,2 mm |
| Mindestwandstärke (starr) | 2 mm |
| Minimale Wanddicke Stielelemente | 0,8 mm mit Unterstützung
1.1 mm ohne Unterstützung |
| Mindestwanddicke besondere Designaspekte | 2-3 mm |
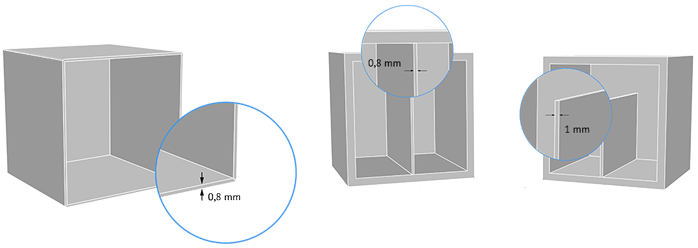
Die Wände Ihres Objektes müssen stark genug für den Druckprozess sein, damit diese nicht brechen. Wir empfehlen Ihnen Ihr Modell unter Betrachtung der minimalen Stärke, speziell für Edelstahl 316 mit Binder Spraying, zu entwerfen. Die Stärke ist abhängig von der Größe Ihres Objektes.
Für Dimensionen kleiner als 76 mm (3 in): 1,1 mm (0.04 in)
Für Dimensionen zwischen 76 mm (3 in) und 152 mm (6 in): 1,52 mm (0.6 in)
Für Dimensionen zwischen 152 mm (6 in) und 203 mm (8 in) : 2,03 mm (0.08 in)
Für Dimensionen zwischen 203 mm (8 in) und 305 mm (12 in) : 3,18 mm (0.125 in)
Überhänge müssen so konstruiert werden, damit sie nicht unter ihrem eigenen Gewicht zusammenbrechen. Ungestützte Bestandteile unter 25,4 mm (1,0 in.) werden nicht akzeptiert. Verrundungen unterstützen Überhang-Strukturen während der thermischen Nachbehandlung.
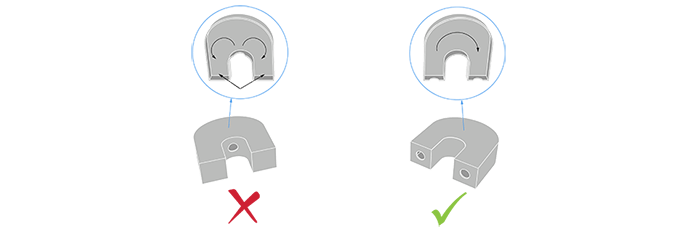
Innere Kanten und scharfe Schnittstellen erfordern eine Hohlkehle, die die Anforderungen an die minimale Wandstärke erfüllt. Hohlkehlen gewährleisten erfolgreiche Teile-Toleranzen.

Scharfe/Spitze Kanten misslingen während des De-Powdering-Prozesses. Verrunden Sie alle scharfen Kanten mit einem 1,00 mm radius um ein Brechen während der Pulverentfernung zu vermeiden.
Kanten mit einer niedrigeren Toleranz werden zurückgewiesen. Teile werden während des Polierens abgerundet.

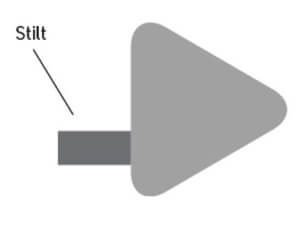
Sculpteo will typically add a stilt to your part. Stilts are necessary to allow the bronze to infiltrate the part in post-processing. Stilt placement can be difficult because of part design. Texture and surface areas should be considered in designs.
- Texture: Stilts need a smooth surface to be placed on
- Surface area: Stilts require a surface area of 0.05in x 0.03in/ 1.27mm x 0.762mm
The part will have slight blemish from stilt removal. We will attempt to keep the blemish minimal. Stilt will appear more prominent depending on the selected finish.
| Mindestgröße der Details | 0,76 mm |
| Mindesthöhe und -breite der Details | Prägen: 0,76 mm Gravieren: 0,76 mm |
| Mindesthöhe und -breite für einen lesbaren Text | 0,76 mm |
| Verhältnis | 1/1 |
Die Mindestgrößen für Details werden hauptsächlich durch die Auflösung unserer 3D-Drucker bestimmt. Dennoch kann auch während des Reinigungsprozesses eine feine Detailschicht verloren gehen. Um ein Detail und einen Text gut sichtbar zu machen, empfehlen wir mindestens unsere Mindestgrößen.
| Eingeschlossene Teile? | Nein |
| Verriegelte Teile? | Nein |

Unser Edelstahl 316 eignet sich nicht gut für geschlossene Bände und Verriegelungsstücke.
| Aushöhlen? | Ja für roh Nein für vernickelt und vergoldet |
| Mindestlochdurchmesser | 2,54 mm |
Durch Aushöhlen Ihrer Edelstahlteile können Sie diese leichter machen und den Druckpreis reduzieren. Es ist allerdings notwendig, den minimalen Durchmesser zu respektieren. Andernfalls werden wir nicht in der Lage sein, das Pulver vollständig aus dem inneren Hohlraum zu entfernen.
Es ist nicht möglich, eine 3D-Datei zu drucken, die mehrere Objekte enthält. Aus diesem Grund können wir keine Dateien akzeptieren, die Cluster mit mehreren Objekten enthalten. Wenn Sie jedoch mehrere identische Teile drucken möchten, können Sie die Menge auswählen, die Sie bestellen möchten. Je mehr Teile Sie bestellen, desto niedriger wird Ihr Stückpreis.
Sie können auch unsere Online-Tools nutzen und unsere Tipps und Tricks zur Reduzierung Ihres 3D-Druckpreises ansehen .
Gerne können Sie sich für weitere Informationen zu unserem additiven Metallfertigungsservice an unser Vertriebsteam wenden .

 Mit Google anmelden
Mit Google anmelden  Mit Facebook anmelden
Mit Facebook anmelden