Standard Schichtdicke: 150µm
Standard Düsengröße: 0,4 mm
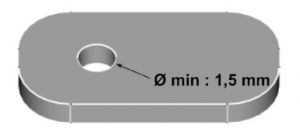
Genauigkeit: +/- 1% (min 0,5mm)
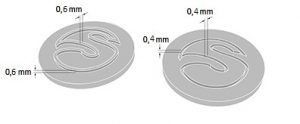
Abhängig vom ausgewählten Düsendurchmesser werden möglicherweise keine scharfen Ecken gedruckt. Bitte überprüfen Sie den Abschnitt scharfe und spitze Kanten, um ein potenzielles Problem zu beheben.
Maximale Größe: 80x80x80mm oder 115x115x40 mm (X – Y – Z)
Umfangreiche Tests und Erfahrungen haben gezeigt, dass Teile innerhalb eines Würfels (X 60 mm, Y 60 mm, Z 60 mm) die höchste Erfolgsrate aufweisen und empfohlen werden.
In der Regel profitieren Teile, die größer als die vorgeschlagene Größe sind, von der Anwendung von Simulations- und anderen Entwicklungsdiensten. Bitte wenden Sie sich an unser Serviceteam.
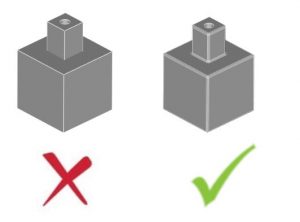
Winkel unter 45° benötigen Stützstrukturen.
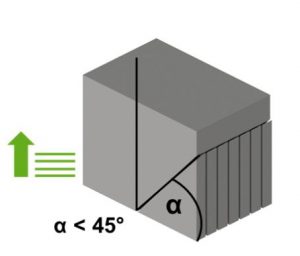
Bitte beachten Sie, dass Oberflächen, die mit Supports verbunden sind, nicht so glatt sind wie Oberflächen ohne Stützstrukturen.
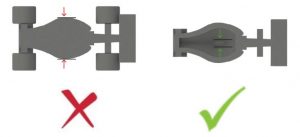
Stützstrukturen an Kanten, Löchern und Ecken sind schwer zu entfernen und manchmal nicht möglich.
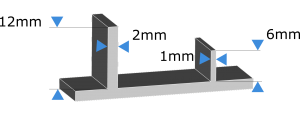
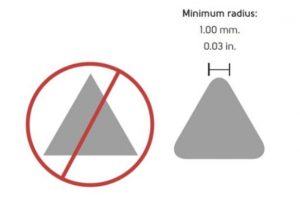
Scharfe/ spitze Kanten können während des Druckvorgangs fehlschlagen. Runden Sie alle scharfen Kanten mit einem Radius von 1,00 mm ab, um ein Scheitern der Kanten zu vermeiden.
| Dateien mit mehreren Objekten? | Nein |

Es ist nicht möglich, eine 3D-Datei mit mehreren Objekten zu drucken.
Es ist nicht möglich, eine 3D-Datei zu drucken, die mehrere Objekte enthält. Aus diesem Grund können wir keine Dateien akzeptieren, die Cluster mit mehreren Objekten enthalten. Wenn Sie jedoch mehrere identische Teile drucken möchten, können Sie die Menge auswählen, die Sie bestellen möchten. Je mehr Teile Sie bestellen, desto niedriger wird Ihr Stückpreis.
Sie können auch unsere Online-Tools nutzen und unsere Tipps und Tricks zur Reduzierung Ihres 3D-Druckpreises ansehen.
Gerne können Sie sich für weitere Informationen zu unserem additiven Metallfertigungsservice an unser Vertriebsteam wenden.

 Mit Google anmelden
Mit Google anmelden  Mit Facebook anmelden
Mit Facebook anmelden