 Mit Google anmelden
Mit Google anmelden  Mit Facebook anmelden
Mit Facebook anmelden

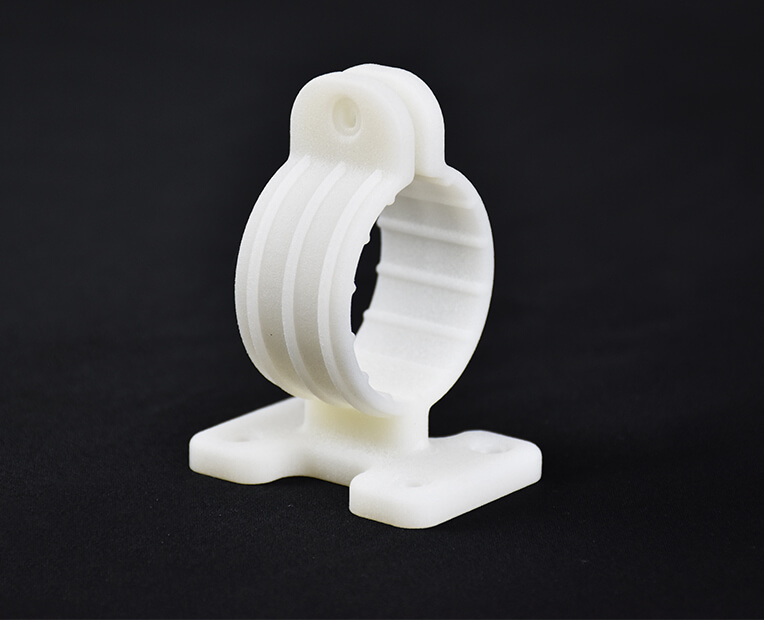







Ultrasint® PA11 ist ein biologisch gewonnenes Pulver mit hervorragend hoher Zähigkeit. Dieses Material hat die Besonderheit, eine hohe Duktilität und Schlagfestigkeit für alle Anwendungen zu bieten. Benötigen Sie langlebige Teile, die hohen mechanischen Belastungen und Beanspruchungen standhalten können? Ultrasint® PA11 ist eine mögliche Option.
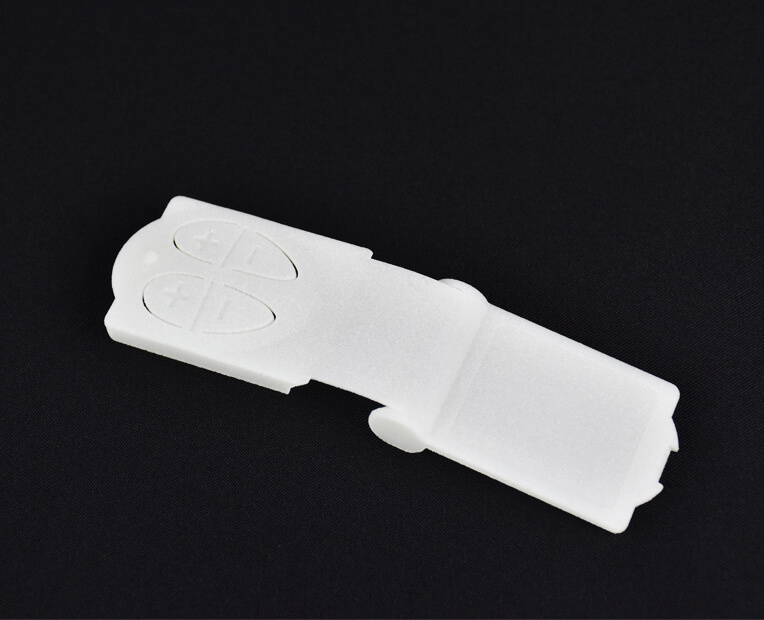
Ultrasint® PA11 basiert zu 100% auf erneuerbarer Biomasse. Der Rizinussamen wird aus der Rizinuspflanze gewonnen, um daraus Öl herzustellen. Das Öl wird dann in das Monomer (11-Aminoundecansäure) umgewandelt, das schließlich zu Polyamid 11 polymerisiert wird. Dieses PA11-Material ist eine nachhaltige Alternative zu PA12 und bietet interessante Eigenschaften für Ihre Komponenten, die Hautkontakt benötigen. Mit diesem PA11-Material 3D-gedruckte Teile sind weiß.

Ultrasint® PA11 wird mittels Selektivem Lasersintern gedruckt. Bitte beachten Sie, dass Sie spezielle Design-Richtlinien einhalten müssen, um Probleme während des additiven Herstellungsprozesses zu vermeiden. Achten Sie darauf, die Richtlinien für das Materialdesign zu überprüfen, während Sie Ihre 3D-Datei erstellen und bevor Sie sie zum 3D-Druck freigeben.

| Maximale Größe roh (weiß/unpoliert): | 176 × 226 × 309 mm |
| Maximale Größe poliert: | 176 × 226 × 309 mm |
| Maximal regelmäßig gefärbt: | 180 x 220 x 220 mm |
| Maximale Größe schwarz eingefärbt: | 350 x 310 x 310 mm |
| Maximale Größe gefärbt poliert: | 180 x 220 x 220 mm |

Die maximale Größe Ihrer Modelle ist durch die physische Größe unserer 3D-Drucker begrenzt – es können keine Gegenstände, die größer als das Drucker sind, gedruckt werden.
Aufgrund des Druckverfahrens haben Ihre Objekte Ober- und Unterhaut. Die Oberhaut ist ein wenig konkav, während die Unterseite leicht konvex ist. Die Oberhaut erscheint auf der Oberseite Ihres Objekts, die Unterhaut auf der Unterseite. Dies ist wichtig zu berücksichtigen, wenn Sie die Ausrichtung Ihres 3D-Modells festlegen. Wenn sich die Ober- und die Unterseite auf Ihr Design auswirken, legen Sie die Orientierung vorher fest. Wenn Sie sich nicht sicher sind, wählen unsere Techniker die beste Orientierung aus.
| Schichtdicke | 100µm |
| Genauigkeit | X-Y : +/- 0,3 % (min : 0,4mm) Z : +/- 0,6 % (min : 0,6mm) |

| Mindestwanddicke (flexibel) | 0.8mm |
| Maximale Wandstärke* | 9mm |
| Stielelemente mit minimaler Wanddicke mit Support | 0.8mm |
| Stielelemente mit minimaler Wanddicke ohne Support | 1.5mm |

*Wir empfehlen keine zu große Wandstärke, da dickere Wände zu Fertigungsproblemen führen können, wie z. B. Verformungen oder Oberflächenfehler.
Das Aushöhlen Ihrer Teile löst in der Regel dieses Problem. Zögern Sie nicht, uns zu kontaktieren, wenn Sie Hilfe beim Aushöhlen Ihrer Teile benötigen.
| Angaben zur Mindesthöhe und -breite | Prägen: 0.5 mm
|
| Verhältnis Tiefe / Breite | 1/1
|


Die Mindestgenauigkeit eines Details wird hauptsächlich durch die Auflösung unserer 3D-Drucker bestimmt. Während des Reinigungsprozesses kann jedoch auch eine feine Detailschicht verloren gehen. Damit ein Detail und Text sichtbar wird, empfehlen wir, mindestens die von uns empfohlenen Größen einzuhalten.
Es ist möglich, dass besonders feine Prägungen und Gravuren nicht sichtbar sind, da die Schnitzerei mit überschüssigem Pulver gefüllt werden könnte, das später nicht mehr entfernt werden kann. Wenn eine Prägung oder Gravur ein wesentlicher Bestandteil Ihres Entwurfs ist, empfehlen wir, sie so tief wie möglich auszuführen. Um eine bessere Puderentfernung (und damit eine bessere Detailerkennbarkeit) zu gewährleisten, muss die Breite Ihrer Details mindestens so groß wie Ihre Tiefe sein.
| Eingeschlossene Teile? | Ja |
| Verriegelte Teile? | Ja |

| Mindestabstand zwischen festen Wänden | 0.5 mm |
| Mindestspaltmaß | 0.5 mm |

| Aushöhlen? | Ja: 5mm |

Mit unserem Optimierungswerkzeug, dem Aushöhlen, haben Sie die Möglichkeit, den Preis für Ihren Druck, durch Reduzierung des Materials, zu reduzieren.
Die Verwendung des Werkzeugs erfordert, dass Sie mindestens zwei Löcher in Ihr Modell hinzufügen, die als Abfluss für das überschüssige Pulvermaterial innerhalb des Objekts dienen. Die Mindestgröße dieser Löcher wird auf unserer Webseite automatisch bestimmt. Ebenso ist es möglich, Ihr Objekt manuell in Ihrer 3D-Modellierungssoftware auszuhöhlen.

