Mit Google anmelden
Mit Google anmelden  Mit Facebook anmelden
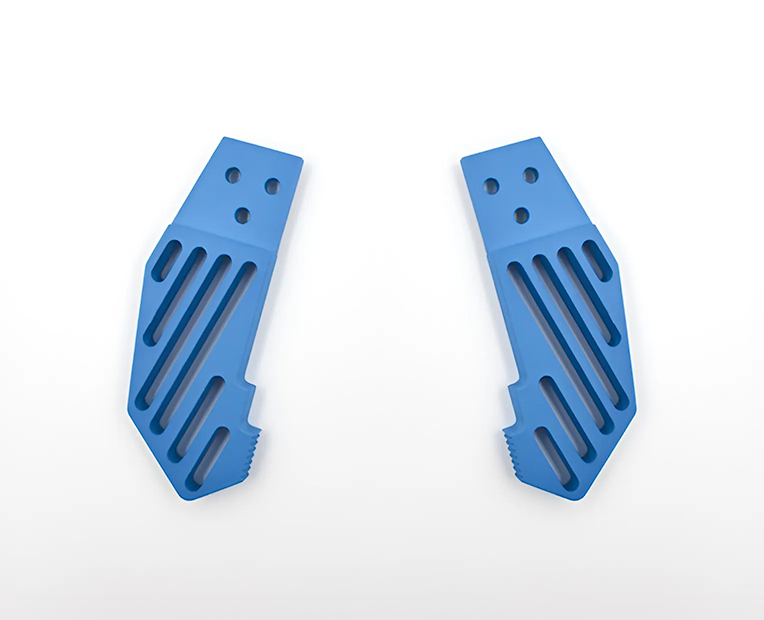
Mit Facebook anmeldenHome » Materialien für den 3D-Druck » Selektives Lasersintern (SLS) » Blaues PA12 (Lebensmittelqualität)
Additive Fertigung
Selektives Lasersintern
HP Jet Fusion
Stereolithographie
Polyjet
DLS CLIP
LP/LCD
FDM Technologie
DMLS
Wachsausschmelzverfahren
Polymerpulver
Photopolymerharze
Metalle
Kostenloser Versand und 10% Rabatt auf Ihre erste Bestellung!
✖