Mit Google anmelden
Mit Google anmelden  Mit Facebook anmelden
Mit Facebook anmelden





| Schichtdicke | 80 µm |
| Genauigkeit | X/Y: ± 0,3 % (mit einer Grenze von ± 0,3 mm) Z: ± 0,5 % (mit einer Grenze von ± 0,5 mm) |

Aufgrund des Druckvorgangs haben Ihre Objekte eine Upskin- und Downskin-Seite. Die Upskin ist etwas ausgehöhlt, während die Downskin leicht erheben ist. Upskin wird oben auf Ihrem Objekt angezeigt, Downskin unten. Dies ist wichtig, wenn Sie die Druckorientierung Ihres 3D-Modells anpassen. Wenn die Ober- bzw. Unterseite Ihr Design beeinflussen, passen Sie die Orientierung an, und wir werden diese Ausrichtung drucken. Andernfalls wählen unsere Techniker die beste Ausrichtung für den Druck.
| Maximale Größe | 370 x 274 x 380 mm |
| Maximale Größe für poliert schwarzen Kunststoff | 300 × 220 × 180 mm |
| Maximale Größe für die Färbung | 280 x 280 x 450 mm |
 Die maximale Größe Ihrer Modelle ist durch die physische Größe unserer 3D-Drucker begrenzt – nichts kann größer als das Druckerbett gedruckt werden.
Die maximale Größe Ihrer Modelle ist durch die physische Größe unserer 3D-Drucker begrenzt – nichts kann größer als das Druckerbett gedruckt werden.
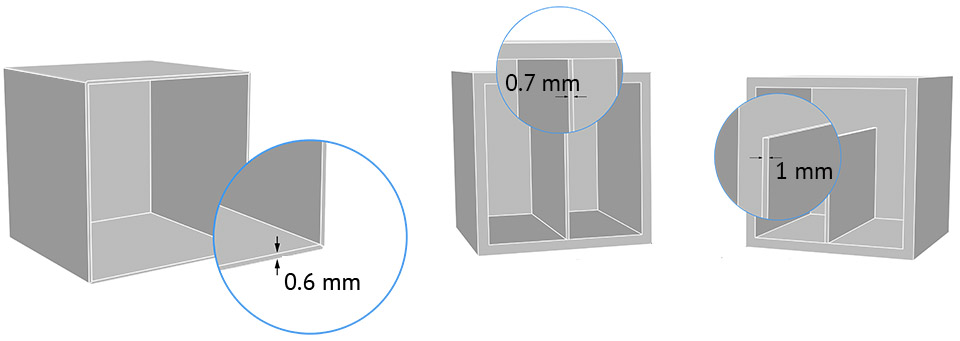
Es gibt keine Mindestgrößen für Polyamid- Drucke, unter Berücksichtigung der Mindeststärke für Wände und strukturelle Aspekte. Diese liegt bei 0,6 mm und stellt sicher, dass Ihr Objekt nicht bricht.
| Mindestwandstärke (flexibel) | 0,6 mm
|
| Mindestwandstärke (unelastisch) | 2 mm
|
| Mindestwandstärke gestielte Elemente | 0,7 mm mit Support
|
| Mindestwandstärke besonderer Gestaltungsaspekte | 1-2 mm |

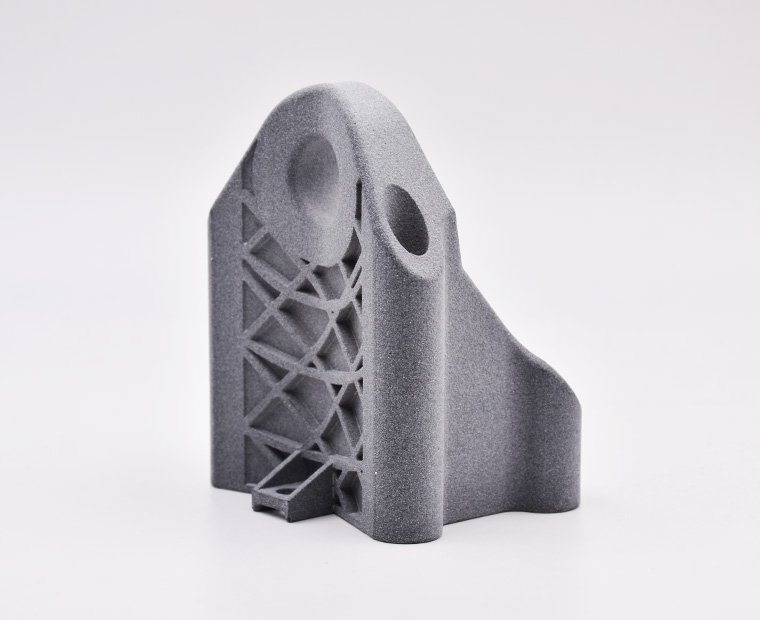
Die Wände Ihres Designs müssen eine minimale Stärke von 0,6 mm haben, um zu garantieren, dass die Struktur nicht brechen wird. Bei Wänden unter 0,6 mm, ist es möglich eine Stützstruktur zu ergänzen, um Stabilität zu erhalten.
Ein gestieltes Element ist ein Gestaltungsaspekt, der mindestens doppelt so lang ist, wie er dick ist. Bei nicht gestützten und gestielten Elementen oder Teilen der Konstruktion mit besonderer Konstruktionseinschränkung ist es wichtig, eine Mindestdicke von 0,9 mm einzuhalten, um zu gewährleisten, dass das Objekt nicht bricht.
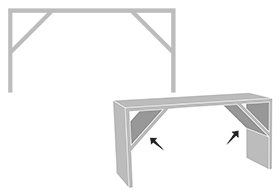
Wir empfehlen Ihnen Stützstrukturen hinzuzufügen, um die Stabilität zu erhöhen.
Wenn Sie beispielsweise den Kopf eines Menschen designen, können
Sie dünne Elemente, wie die Ohren an mehreren Stellen fixieren.
Dadurch verhindern Sie, dass freitragende Elemente beim Druck brechen.
Bei einer Wandstärke von 0,6 mm ist Ihr Design flexibel. Um es Stabil zu machen, empfehlen wir eine Wandstärke von 2 mm.
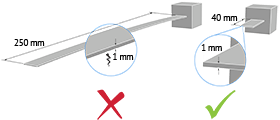
Lange Polyamid-Modelle mit dünnen Wänden können sich manchmal verziehen.
Sculpteo bietet ein Online-Soliditätscheck, der Teile des Designs hervorhebt, die
für einen Druck zu dünn sind. Damit können Sie Ihr Design optimieren,
das eine angemessene Dicke hat, um es zu erstellen. Um den Soliditätscheck
zu benutzen, müssen Sie nur Ihre
3D-Datei hochladen
, wählen das Material und klicken auf “Überprüfung”.

Bitte beachten Sie, dass unser Soliditätscheck nicht die physikalischen Fehler
erkennt, wie schwimmende Teile, instabile Positionen, usw.
Ein besonderes Augenmerk muss auf der Geometrie Ihres Designs
liegen und die hochbeanspruchten Teile müssen verdickt werden.
| Mindestgröße der Details | 0,3 mm |
| Mindesthöhe und -breite der Details | Prägen: 0,4 mm
Gravieren: 0,3 mm
|
| Mindesthöhe und -breite für einen lesbaren Text | 0,4 mm |
| Verhältnis | 1/1
|


Die Mindestgrößen für Details werden hauptsächlich durch die Auflösung unserer 3D-Drucker bestimmt. Dennoch kann auch während des Reinigungsprozesses eine feine Detailschicht verloren gehen. Um ein Detail und einen Text gut sichtbar zu machen, empfehlen wir mindestens unsere Mindestgrößen.
| Eingeschlossene Teile? | Ja |
| Verriegelte Teile? | Ja |

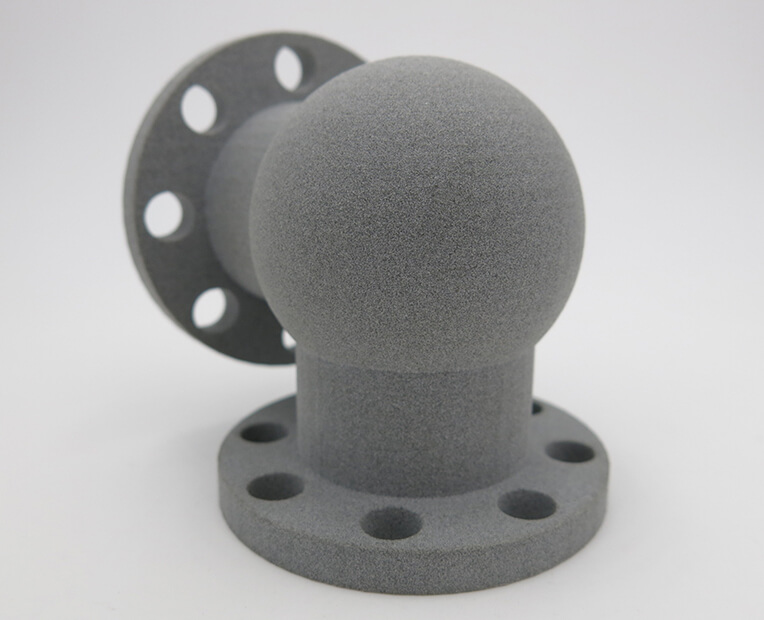
Mit unserem Kunststoff können die kompliziertesten Entwürfe gedruckt werden. Ein Beispiel für ein komplexes Design ist ein Volumen, das in einem anderen Volumen eingeschlossen ist, wie eine Kette oder eine Rassel.
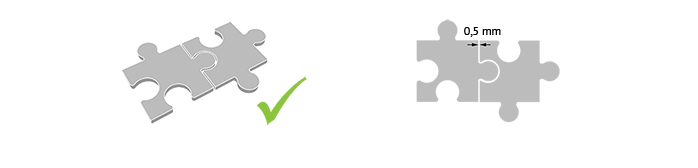
| Mindestabstand zwischen festen Wänden | 0,5 mm |
| Mindestspaltmaß | 0,5 mm |

Für einen erfolgreichen 3D-Druck ist ein Mindestabstand zwischen den Objekten erforderlich, um überschüssiges Pulver zu entfernen. Ohne den Abstand im Design, wird das Objekt ein Festkörper. Dies ist besonders wichtig für gegliederte Objekte, bei denen der Zwischenraum die Beweglichkeit definiert.
Der Abstand sollte mindestens 0,5 mm betragen und ist abhängig von der Größe Ihres Modelles. Für größere Objekte, empfehlen wir einen größeren Abstand. Die beheizte Zone Ihres Objekts, während des Druckes, hängt von der Größe ab. Je größer der Gegenstand ist, desto länger wird er hohen Temperaturen ausgesetzt sein: Sollte der Raum zwischen den Wänden zu klein sein, wird er aufgrund der Wärmeverteilung geschweißt. Um das überschüssige Pulver aus den Hohlräumen zu extrahieren, müssen in manchen Fällen Löcher hinzugefügt werden.
| Montage? | Ja |
| Mindestabstand | 0,5 mm |
Polyamidteile können zu Montagezwecken gedruckt werden, so lange der Mindestabstand von 0,5 mm eingehalten wird.
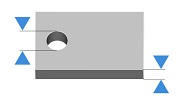
| Aushöhlen? | Ja |

Mit unserem Optimierungswerkzeug, dem Aushöhlen, haben Sie die Möglichkeit, den Preis für Ihren Druck, durch Reduzierung des Materials, zu reduzieren.
Die Verwendung des Werkzeugs erfordert, dass Sie mindestens zwei Löcher in Ihr Modell hinzufügen, die als Abfluss für das überschüssige Pulvermaterial innerhalb des Objekts dienen. Die Mindestgröße dieser Löcher wird auf unserer Webseite automatisch bestimmt. Ebenso ist es möglich, Ihr Objekt manuell in Ihrer 3D-Modellierungssoftware auszuhöhlen.
| Dateien mit mehreren Objekten? | Nein |

Es ist leider nicht möglich, eine 3D-Datei mit mehreren Objekten auf unseren Kunststoffdruckern zu drucken.