Mit Google anmelden
Mit Google anmelden  Mit Facebook anmelden
Mit Facebook anmeldenFertigungsoptionen und -fähigkeiten
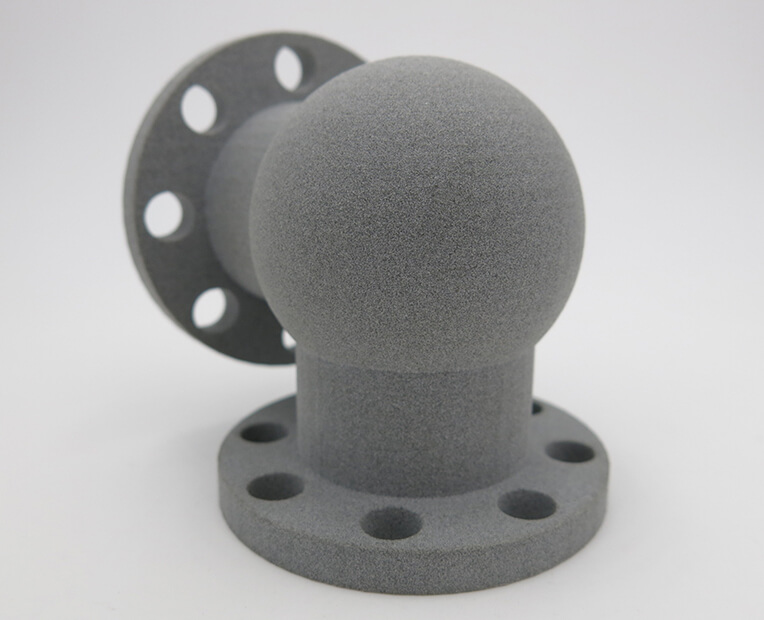
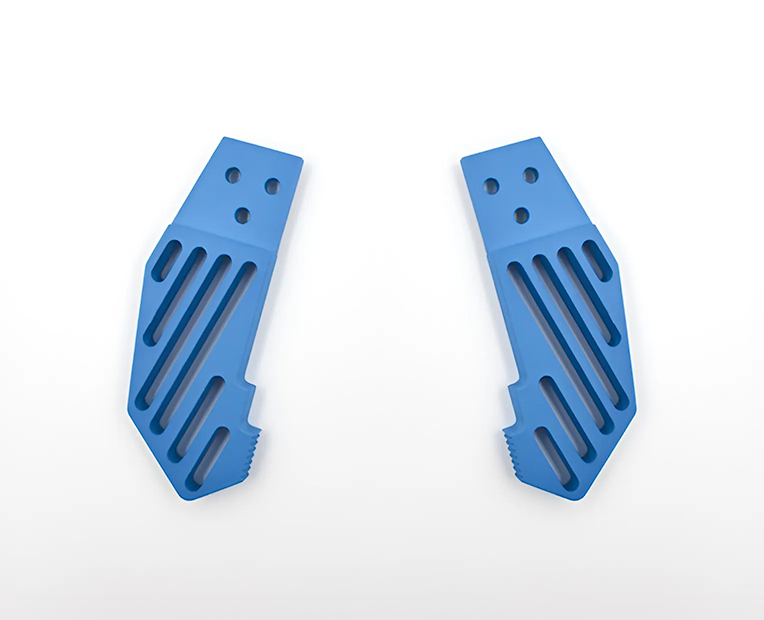
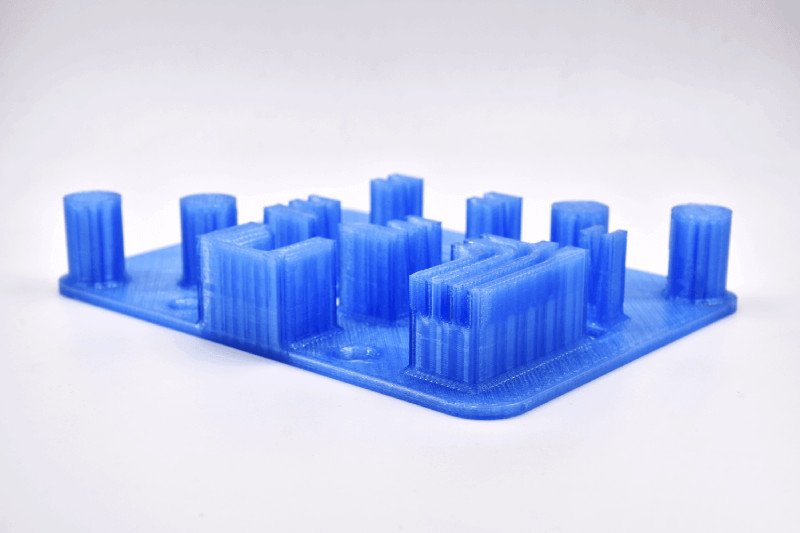
Mit mehr als 75 Kombinationen von 3D-Druckmaterialien und Veredelungen garantieren wir höchste professionelle Qualität für jeden unserer hochmodernen 3D-Drucker und Drucktechniken.
- ISO 9001
- schnelle Abwicklung
- sicherer Datei-Upload