Connect with Google
Connect with Google Connect with Facebook
Connect with FacebookHome » 3D Printing Materials » HP Binder Jetting – Metal 3D Printing » HP Binder jetting Stainless Steel 316L
Additive Manufacturing
Selective Laser Sintering
HP Jet Fusion
Stereolithography
Polyjet
DLS CLIP 3D Printing
DLP/LCD 3D Printing
FDM 3D Printing
Direct Metal Laser Sintering
Lost-Wax Casting
Polymer Powders
Photopolymer Resins
Metals
Get free shipping and 10% off your first order!
✖







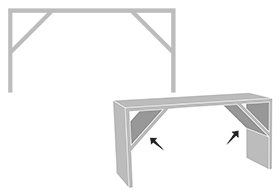
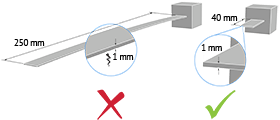
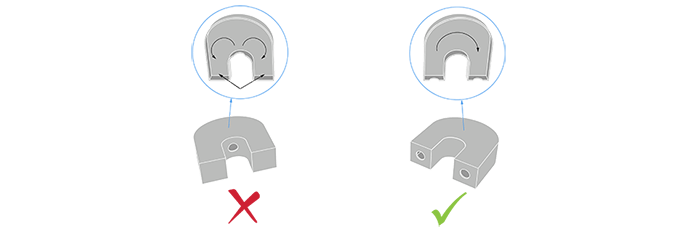
 Keep in mind that our solidity check tool does not detect physical aberrations such as floating parts, unstable position, parts supporting too much weight relative to their thickness, etc. Particular care must be given to the geometry of your design and the most stressed parts must be thickened.
Keep in mind that our solidity check tool does not detect physical aberrations such as floating parts, unstable position, parts supporting too much weight relative to their thickness, etc. Particular care must be given to the geometry of your design and the most stressed parts must be thickened.