 Connect with Google
Connect with Google Connect with Facebook
Connect with Facebook
From 3D printed gears to functional mechanism
Posted By Boris Vaxelaire on Jun 21, 2017 | 0 comments
Everything is 3D printable, and additive manufacturing could be the perfect solution for you to create your gears. In our previous blogposts, we explained how to create your own spur gear thanks to Sculpteo laser cutting service and to our 3D printing service. We now explain how to choose wisely between both technologies and how to succeed with each one. We are also going to give you some design tips in order to help your designs gears that will be perfectly functional and will be perfect to build whole gear systems.
From plastic gears to metal gears, transform your 3D printed gears in a real functional mechanism. You will just have to create your great gear design using a 3D modeling software, and then, you will be able to print your gear using the additive manufacturing technology.
I. How to drive a Gear
There are two ways of transmitting the movement from one gear to another.
A.Meshing gears
When thinking about gears, the first image that comes to mind is two meshing gears. The Gears are driven by the torque transmitted by the tiny teeth. In order to have the right distance between the two gears, their pitch surfaces have to be held in contact. For a spur gear the pitch surface is the cylinder generated by the pitch circle. For a bevel gear, it is the cone generated by the pitch circle and the contact angle.

For spur Gears distance between axes is Modulus x (Number_of_teeth_1 + Number_of_teeth_2)/2
B.concentric Gears
The other way to bond multiples gears is through the axis. In traditional manufacturing a key inserted in a keyway or a splined shaft are often used. Digital manufacturing allows you to override the standards and use any geometry for your fixations. In a 3D printed object you can directly join the gears in your model.
With this type of joint you can easily modify the modulus of the gear train or change the transition mechanism for the next part (Belt, crank, Geneva Drive…)
Our best material for gear design using laser cutting is POM, a technical polymer. Discover all of our materials available for laser cutting.
II. Gear trains
Gears reveal their full potential in complex mechanisms. An assembly of gears is called a gear train. As mentioned in our previous article on laser cutted gears, the angular ratio for gears is the following:

By using both meshing and axes links you can greatly modify the ratio between input and output of the gear train. In the video above, the ratio is calculated as follows :
Z1=35
Z2-1=13
Z2-2=35
Z3-1=13
Z3-2=40
Z4=35
Z5=35

We get a total reducing ratio of 0.121.
TIP: Don’t forget that another aspect to take into account with laser cutting is the heat dissipation. When the laser hits the surface, the material is heated even aside the laser’s impact point, especially when the amount of details is high. The material cannot dissipate the heat fast enough and the material might deteriorate. For 5m thick POM, do not use a modulus below 2 mm.
If you need a really thick and small gear, for a better heat dissipation choose a wide pressure angle:


35° Pressure angle VS 20° Pressure angle, 5mm Thick POM
III. 3D modeling
Laser cutting can be used for custom, precise, resistant – and still affordable – pieces. However for more complex shapes, 3D Printing is more profitable. Thanks to 3D printing you can design any type of gears. Create yours with your favorite CAD software or download it from a 3D design marketplace. Many software have integrated plug-ins allowing you to 3D build custom gears.

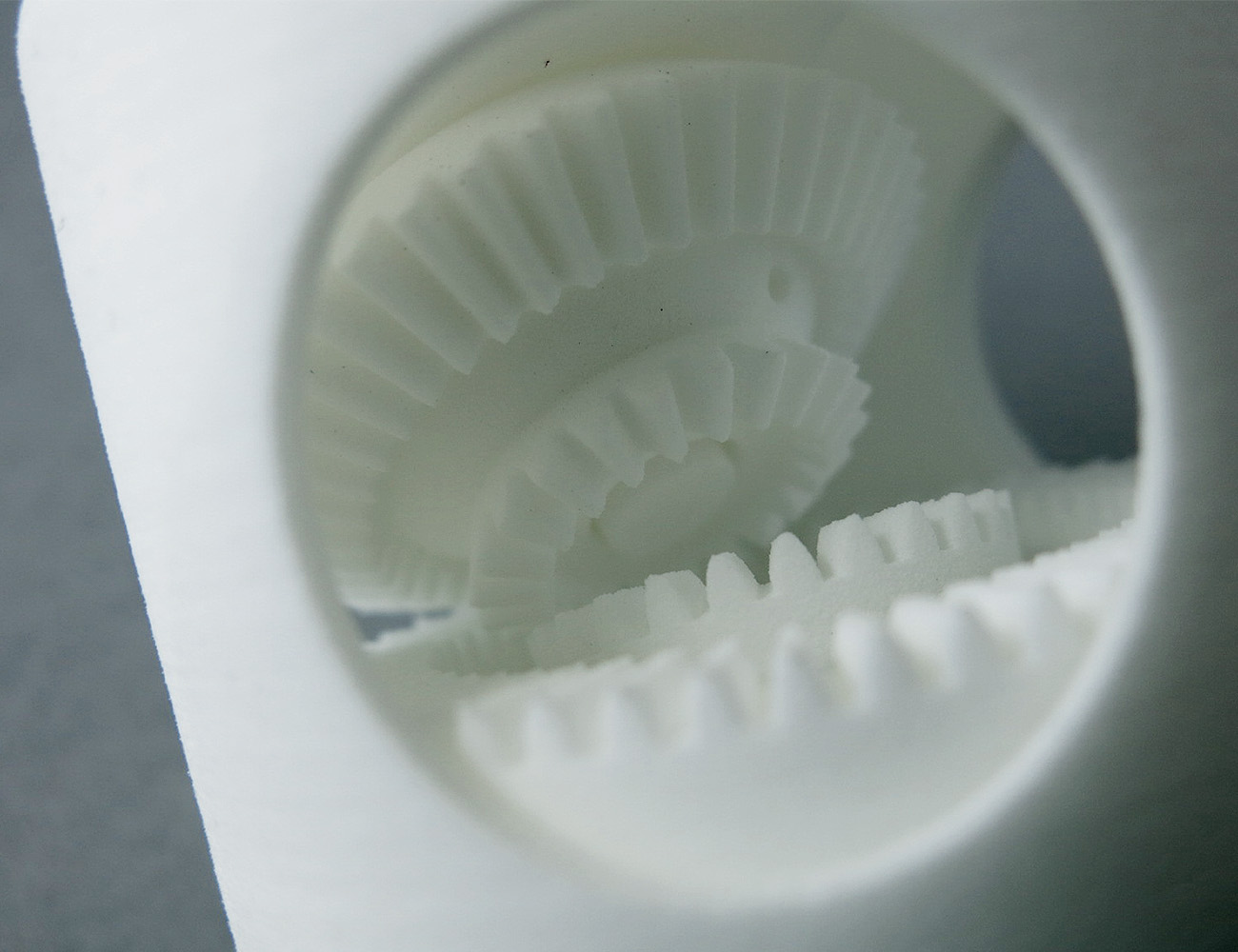
Here is a nutation gear we created, it allows in a restricted space a high gear ratio and minimizes the backlash. It has an immobile crown and two nutating bevel gears driving the last crown.

Designing it is not an easy task, but once you’re done the printing process can be executed in one step versus a dozen with traditional manufacturing techniques. And there is no assembly step!
We hope that you will make the most of our design tips to create your gear systems thanks to additive manufacturing. You don’t know which of our 3D printing materials you should use to print your gears? Check out our materials page. Should you use plastic or metal 3D printing?
We recently made available a new material called glass filled Nylon, which is perfect for 3D printed Gears. It is creating your part using the selective laser sintering process and has a better wear resistance than our classic Nylon and is resistant to environmental constraints.
We also have 3D printers to create your gears using the HP Multi Jet Fusion technology, to get Multi Jet Fusion PA12 parts, with great surfaces finishes.
{kind=link}