 Connect with Google
Connect with Google Connect with Facebook
Connect with Facebook
Metal 3D Printing: Which Technologies for Which Applications?
Posted By admin on May 23, 2017 | 0 comments
Creating objects with 3D printing is now one of the best-known advanced manufacturing techniques. With new technologies and materials, metal 3D printing has become a reality to create an alternative for traditional manufacturing techniques. But how does metal 3D printing work?
Today, we’ll present to you the three families of technologies that are now on the market for metal 3D printing:
- Powder Bed-based technologies combine a powder raw material and a laser to create the 3D printed parts
- Binder Jetting uses a liquid binding agent to bond a powder raw material
- Laser Metal Deposition is a technique that deposits the material layer by layer to achieve the 3D printed parts
You can go even further on metal 3D printing with our ultimate metal 3D printing guide. Click here to download it !
Powder bed technologies
The first and most promising technique is the powder bed technology. The principle relies on a tray filled with powder that will be later heated up locally to sinter or fuse the raw material. Then, a new layer of powder is deposited by a cart and the process repeats until the parts are created.
Similarly, at Sculpteo, we use a powder bed sintering technique called Selective Laser Sintering (SLS) for 3D printing plastic. From a polyamide powder, we can create functional parts and prototypes according to your 3D design directly on our platform.
To go more in depth on the SLS technology, you can visit our learning center.
Three Powder Bed-Based technologies for Metal 3D printing
As explained above, the powder based technologies combine heat and a powder bed to create 3D printed objects. The 2 ones used in 3D printing metal parts are:
- DMLS
- SLM
Direct Metal Laser Sintering
Direct Metal Laser Sintering works the same way as SLS but with a metal powder material. A major difference is the melting temperature. Plastic polyamide melts at a range temperature of 160 °C to 200 °C meaning that it is easy for the machine to reach that temperature and that the cooling time will be relatively short. On the contrary, stainless steel has to reach a minimum temperature of 1510 °C to melt.
DMLS only sinters the material, and doesn’t melt it fully.

The advantages are numerous: control of the porosity of the material, low energy costs and fast production lead time.
The technology is used for prototyping, functional parts and mechanical pieces with a wide range of engineering metals like stainless steel or metal alloys.
At Sculpteo, we use DMLS to 3D print in Stainless Steel and Titanium. You can learn more about these on the material pages.
Selective Laser Melting
Selective Laser Melting uses an inert gas (either argon or nitrogen at oxygen levels below 500 parts per million) to reach the higher melting temperature.
Instead of sintering the powder, the laser (helped by the inert gas environment) melts it in a liquid form that will solidify when cooling.
The full melting process allows the metal to form a homogeneous block with good resistance. It fits perfectly for pure metals like titanium or aluminum.

The cooling time is longer than DMLS because of the higher temperature needed to fully melt the material.
At Sculpteo, we are using SLM to 3D print in Aluminum. You can learn more about this technology on this page.
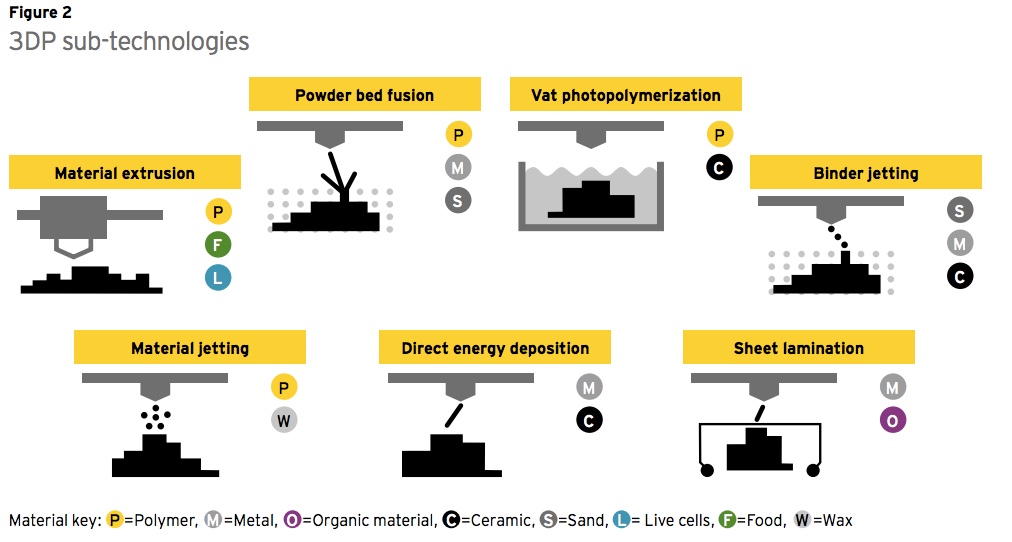
This image was taken from EY’s Global 3D Printing Report 2016, “How will 3D Printing make your company the strongest link in the value chain.
Among the metal 3D printing process, Laser Metal Deposition could be compared to Fused Deposition Modeling.
In this technique, metal powder is jetted onto a platform, which is locally heated by a laser beam.
Unlike FDM, the head is often fixed and it is the platform that moves, rotates and tilts to create the parts. Even so, the technology is moving fast and moving the printing head are developing to create more complex shapes.
The main advantage of this technique is to control the grain structure to a high degree which lends the process to repair work of very high quality. Also, material cooling times are very fast compared to other laser-based techniques.
In order to obtain a good metal 3D printing, a balance is needed between surface quality and speed. Faster is the printing, more the layers are visible.
For repair applications, speed can often be sacrificed for a high accuracy and a better quality even if the finish is quite dependent of the raw material used during the 3D printing process.
The limited amount of material, generally steel and aluminum, used is an encouraging result to go further in research to transform this technique into a more mainstream positioning.
A Hybrid Metal Manufacturing Technique: Sheet Lamination
Metal 3D printing is for the moment a small part in the production process but by 2020, in the industrial sector, 20% of the actors who have experienced 3D printing will consider metal 3D printing as an additional production method and 15% as part of the hybrid technologies.
These hybrid technologies are working together with both traditional and additive manufacturing techniques to create parts with complex shapes. By adding and subtracting matter with precise tools controlled by a computer, this hybrid manufacturing technique includes many existing technologies.
Sheet Lamination
Considered as a half-additive manufacturing technique because of the two steps process, the sheet lamination technique is mainly used because of the easy access to standard material sheets (metals, polymers…)
The process is rather simple: first, metal sheets are led on the cutting bed to be bonded in place, over the previous layer, using an adhesive. Then, a laser start cutting the layer at the desired shape before a new sheet is added.
The bonding process can be made by either an adhesive or an ultrasonic welding for metal sheets. Obviously the second method is much stronger but it can require a post process treatment to give the part a better aspect.
This technique is faster and cheaper than powder-based method because the raw material (the metal sheets) is widely spread and does not require heating or cooling process. However, the excess material which is cut off is often lost and cannot be reused.
Agile Metal Technology

At CES2017, we announced our new agile software tool suite for metal 3D printing. This series of tool help you to analyse, optimize and take the most of metal 3D printing.
The first tool we released, Business Case is perfect to obtain a clear analysis of your project before starting it. You can try the tool on this page.
Our team is working hard to give you the best 3D printing optimization tools and we will announce any further information on the blog or through our newsletter. To learn more about the Agile Metal Technology suite, you can visit this page.
If you liked this article, please feel free to discuss about it in the comment section and share it on Facebook, Twitter and Linkedin or you can try to upload a file for metal 3D printing.